Ladder Logic Programming Examples and PLC practical problems on Timers, Counters, Motor Control. PLC Programs with Real-Time world examples.
Example 1
To develop a ladder diagram for the ON/OFF temperature controller for the continuous process of heating of mixture.
Sequence:
- On button to start the process when motor start and V1 is open.
- Then check the level, is it high level is reached or not.
- If a high level is reached turn ON the stirrer & heater at a time.
- After mixing & heating turn OFF the stirrer & heater.
- Finally, release this mixture through valve V2.
PLC Programs
- Temperature Control using Thermostat
- PLC based Tank Heating Control
- Automatic Mixing Control in a Tank
Example 2
Develop a ladder program for wood saw cutter.
- A wood saw cutter (W), a fan (F) and a lubrication pump (P) turns on when a START push button is pushed. Following is the stopping sequence:
- STOP push-button stops the saw only before fan stops it should run for an additional 5 sec to blow the chips away and also the tube pump is to run for 8 sec.
- Additionally, before it stops. if the saw has run more than 1 min, the fan should stay ON indefinitely. The fan may be turned OFF by pushing a separate fan reset switch.
Example 3
Develop the ladder logic to fill the tank.
- Fill the tank up to 80%. When the tank is filled, turn ON the heater to raise the temperature up to 70 deg.
- when this temperature is reached, turn OFF the heater & open the outlet valve.
- When the level in the tank falls below 10%, close the output valve.
PLC Programs
- Control the Liquid level in a Tank
- PLC Logic to Control Tank Temperature
- PLC program for Tanks Filling
- Batch Mixing Process using PLC
Example 4
Develop ladder logic for traffic control.
- We have to control the traffic of 4 roads.
- The green light of each side is ON for 10 sec only one side at a time and the same time, the respected red light is ON for 30sec.
- The same sequence is followed by each side.
PLC Programs
Example 5
Develop ladder logic for an automatic paint process.
When the ON button is pushed, a stacker starts stacking plywood sheet at position A. stack height is controlled by PLC counter function. When 12 parts (stack) are placed on the conveyor, it turns ON and moves the stack at the position B.
A sensor is used to stop the conveyor at B. At point B, paint is applied for 12 sec after painting is completed, the conveyor restart s manually and moves to position C and stops automatically and stack is removed.
Sequence:
- ON button is used to start the process and stacker starts stacking.
- The sensor is used to count the no. of sheets.
- After 12 part stacking, conveyor starts and moves the stack to position B. when it reaches position B, the sensor stops the conveyor by sensing the position.
- Paint is applied to 12.5 seconds duration.
- After painting, the conveyor starts manually and moves the stack to position C and stops automatically.
PLC Programs
- PLC Logic to Control Paint Spraying
- Automatic Irrigation System using PLC
- PLC Programming for Automatic Box Filling
Example 6
Develop ladder logic for Heat/Quench station.
Steps:
- Master PB is used to turn ON the process.
- The object is placed on the mandrel
- Both left & right start-up buttons are pressed.
- Push stop PB to stop the process.
- The object is raised from down to top by air pressure. A solenoid valve supplies this air to the pneumatic elevating cylinder. The lower limit switch is getting actuated before the object will rise. Lower limit switch actuation indicates that there is an object on the mandrel and that mandrel is down.
- The mandrel makes contact with a limit switch at the top of travel.
- The heat comes ON for 10 sec and goes OFF.
- Quench comes ON for 8 sec.
- The object returns down and the upper limit switch becomes indicated.
- As it gets down, the down limit switch gets actuated.
- The object is then removed.
Example 7
To develop the ladder diagram using analog input for a multi-input tank level controller.
Sequence:
- Add component (A) to tank up to level A. then add component (B) to tank up to level B.
- Stop feeding tank. Turn ON stirrer for 10 sec.
- Open discharge valve, when level again goes to A.
- Stop the process
PLC Programs
- PLC based Tank Level Control
- 2 Tanks Level Control using PLC
- Series Tanks Level Control using Ladder Logic
- Parallel Tanks Level Control using PLC Logic
- Water Level Control using PLC Programming
Example 8
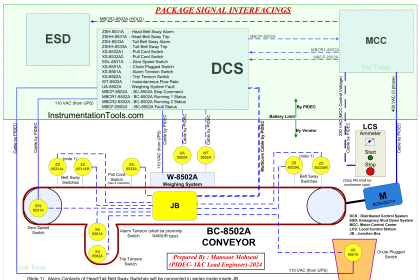
Develop ladder logic for the coal handling process.
Process:
The coal plant consist of the following main equipment
- Storage tank: It stores coal in a huge amount & supplies it to the primary crusher as per requirement.
- Primary crusher: It crushes the coal from a bigger size to smaller size & supplies it to secondary crusher.
- Secondary crusher: Two crushers are used to decrease a load of crushing .secondary crusher crushes the small-sized crushed coal coming from the primary crusher to powdered form.
- Coal mill: This is a mixture that mixes coal powder coming from secondary with hot air coming from air pre-heater & forced it into the furnace.
Sequence:
When we press START, it starts motor M1 & opens the C1 which passes coal from storage tank to primary crusher.
- When level ML1, reaches O: 0/1 wills ON, it starts motor M2 & M3, which crushes coal in small part & pass to the secondary crusher.
- When level ML2 reaches O: 0/2 wills ON, it starts coal mill, starting motors M4, M5, M6 & M7.
Example 9
Develop ladder logic for the automatic door opening of the room.
Process:
The process includes the following sequence of events.
- When the start PB is pressed, the RTD will sense the temperature of the room. This will be considered as I/P to the analog input of PLC.
- When the temperature of the room is greater than 250 c, then AC-I will be latched. When the temperature of the room is greater than 350 c, then AC-II will be latched.
- When the temperature of the room is below 200 c, then Ac-I will be unlatched. If the temperature of the room is less than 300 c, AC-II will be unlatched.
- When a person enters or leave the room, then laser beam contact will be break & this gives the change in the LDR, the door will open for 5 sec.
PLC Programs
- PLC Programming for Elevator Logic
- PLC based Door Open and Close System
- Automatic Door Control System in PLC
Example 10
Develop the ladder program for the process of alternate rotation of the motor.
Process: – Here, the motor with two switches is used as shown. When the start button is pushed, the motor starts rotating towards the RLS and LLS.
Sequence:
- When ON button is pushed, the motor move the arm to the right limit switch position and waits for 30 sec.
- The motor then cycles 75 times between the right to left switches and then stops.
- The OFF button stops the motor at any time or after 75 cycles have been made.
PLC Programs
- Motor START and STOP Logic in PLC
- PLC based Motor Control Programming
- Motor Forward and Reverse Ladder Logic
- Lube Oil Pump Ladder Logic
- Star Delta Motor Starter using PLC Logic
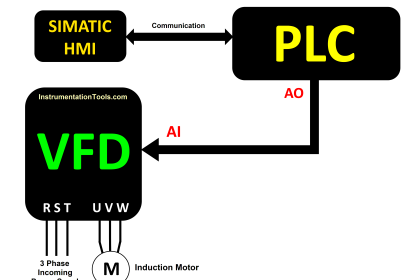
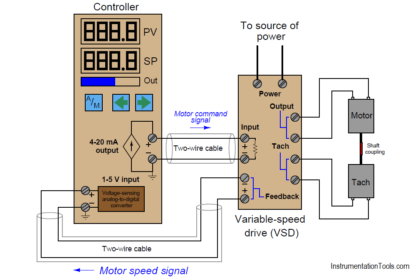
- Motor Speed Control using VFD and PLC
Example 11
To develop the ladder program for an oven using the process bits.
Process: – Process sequence is as follows
- When the START button is pressed, the valve V1 is turned ON till HL (high level) is reached.
- After HL is reached, V1 will close and heater and indicators are turned ON for 30 sec.
- After 30 sec, valve V2 will turn ON for 20 sec to draw the hot water from the tank
- If the STOP button is pressed during any time of the process, the heater will be turned OFF but V2 output will be kept ON for 20 sec. After this, the process will stop.
Example 12
Develop ladder logic for an automated hydrophobic system. PLC will be used to provide the following sequence of light and nutrients.
Process:
The growing plant (Vat) must have light. A photo-switch which closes on rising light level, monitors natural light during this period. If the light intensity falls below the switch level for more than 10 sec an artificial light is turned on until natural light brightness again.
During this period, the nutrient must be cycled into the plant. Valve V1 will turn ON till level L1 is reached. After that, valve V1 will close and nutrients must stay there for 20 sec. After that pump will start to drain the nutrients again to the tank, till level L2, the pump will stop and again V1 will start.
Example 13
To develop ladder logic or the heating process.
Sequence:
- When the START button is pressed, the valve V1 is turned ON till the high level (HL) is reached.
- After HL is reached, valve V1 will close and heater and indicator turn ON for 30 sec.
- After 30 sec, valve V2 will turn ON for 20 sec to draw the hot water from the tank.
- If STOP input is activated during any time, the heater will turn OFF but the valve V2 will be kept ON for 20 sec and after this, the process will stop.
Example 14
To develop the ladder program for the process of wrapping the chocolate boxes.
A machine is designed to wrap the chocolate boxes. The boxes are arriving on the conveyor belt.
Sequence:
- The presence of the box is determined by the optical sensor (P). After this, the conveyor is stopped (C) and the box is clamped in place (H).
- A wrapping machine (W) is turned ON for 10 sec.
- A sticker cylinder (S) is turned ON or 5 sec to put the sticker on the box.
- The clamp (H) is turned OFF and the conveyor C is turned ON.
- After the box leaves, the system returns to an ideal state
Example 15
To develop the ladder program for the process in which the tank is filled 80% by analog input. The heater starts for a particular time and the output valve opens when 10% of the water level remains. Then again feed the water in the tank.
Process:
- In this process, when the start button is pushed, the tank is starting to fill by inlet valve V1.
- When the level in the tank reaches 40% by analog input, valve V1 closes, valve V2 opens and fills the tank till level reaches 80% then heater starts for a pre-determined time.
- When the temperature reaches 60 deg, then heater stops and outlet valve open.
- When the level in the tank reaches 10%, then the inlet valve V1opens and outlet valve is closed.
Example 16
To develop the ladder diagram and mimic the diagram for the bottle filling process.
In this process, the conveyor belt moves the bottles on it. When the bottle is sensed by the bottle present sensor, the conveyor motor stops, and the valve is opened for filling the bottle.
When the bottle full indicator is ON, the valve gets closed and conveyor motor starts. Again next bottle is sensed by the sensor and the whole process goes on.
PLC Programs
- Box Filling System using PLC
- Automatic Bottle System in PLC
- Filling and Discharging Process using PLC
- PLC based Continuous Filling Operation
Example 17
To draw the ladder diagram and mimic the diagram for the automatic metal cutting process.
In this process, a metal sheet is allowed to move on the conveyor belt. When the metal sheet is sensed by the sensor, a holder holds the sheet at that instant and at the same time cutter cuts the sheet at the desired place.
When cutter cuts the sheet, then sheet roll is released and the cut sheet is passed towards the tray which carries that sheet. The whole process repeats until the STOP button is pressed.
Author: Tushar Bhaskarwar
Here is the Guide on Programmable Logic Controllers. PLC Guide
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.


Please can i get the answer for question number 6, please
I want to learn PLC from your site please make it available in my email.
Thanks.
Please follow the below link for PLC courses
https://learn.automationcommunity.com/courses/
All answer for checking
where can i get the solutions for these logics?
WRITE A LADDER LOGIC FOR ANALOG SENSOR (RANGE: 0-100) WHICH TURNS THE OUTPUT ON AT 50 AND TURNS OFF AT 55 AGAIN WHEN DECREASED IT MUST REMAIN OFF AND THEN GET ON AT 50 AND THEN MUST TURN OFF AT 45 WHEN FURTHER DECREASED, THIS LOGIC MUST REPEAT CONTINOUSLY.
Where can I get the answer to question 2? I want the diagram not the 4 hour video.
When starts which button is pressed L1 lamp will be turn on after five seconds. L2 lamp will be turned on after seven seconds. This process repeats three times and then it turn off
all answer for checking