This is the PLC program for the automatic bottle rejection system. Learn the ladder logic with this PLC exercise and solution.
Automatic Bottle Rejection
Problem Description
Nowadays Automation in industries is necessary for Accurate and fast Production.
Let’s Take an Example of soda bottle companies, where the belt conveyor is used for transferring the bottles from one station to another station.
But before bottles reach at soda filling station it is necessary to make all bottles are in standing position for further processing
A fallen bottle on the conveyor may create a problem in the next process. so here we discuss a simple PLC Logic that handles the fallen bottle.
PLC Problem Diagram

PLC Problem Solution
So for that we use PLC system at filling station, which reject the fallen bottle from the conveyor & clear the path for the next process.
This process is made by using sensors & actuators. We use pneumatic piston cylinder assembly for pushing the fallen bottles from the conveyor.
When conveyor is running, then all bottles transfer form one station to other station for next process. There are two sensors are used, for standing and fallen bottles detection, one pneumatic cylinder for pushing the fallen bottle from the conveyor.
List of Inputs/Outputs
Inputs List
- Start PB : I0.1
- Stop PB : I0.0
- Sensor X1 : I0.2
- Sensor X2 : I0.3
Outputs List
- Cycle ON : Q0.0
- Conveyor : Q0.1
- Cylinder : Q0.2
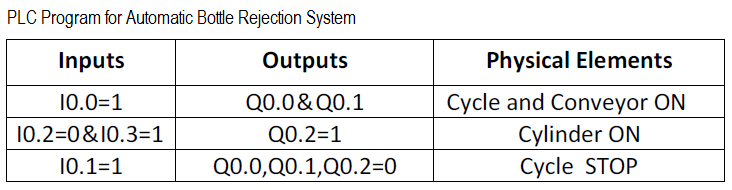
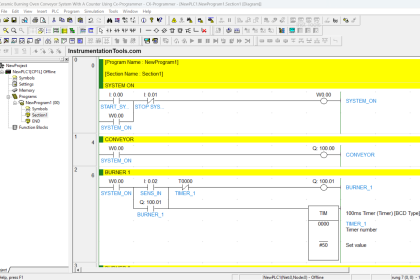
PLC Program for Automatic Bottle Rejection System
PLC Program Explanation
In this application, we have used Siemens S7-1200 PLC and TIA Portal Software for programming. We can also design this logic with relay circuit also.
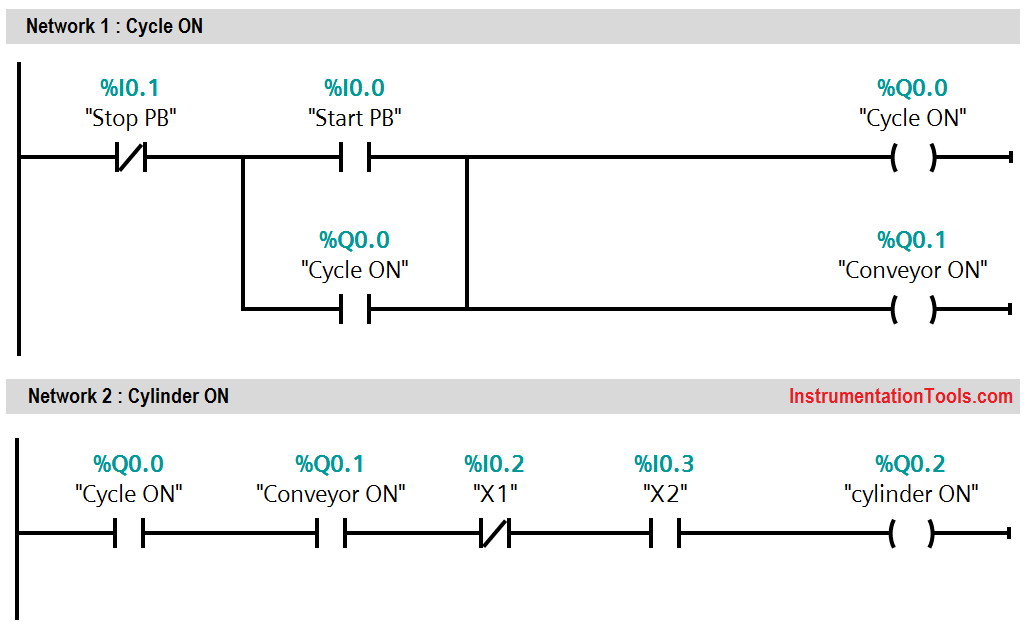
Network 1:
In Network 1, we have taken cycle ON condition for machine. Here we have taken START PB (I0.1) for starting the cycle and STOP PB (I0.1) for cycle STOP.
We have taken parallel output of conveyor (Q.1) with cycle ON (Q0.0) so we can operate conveyor with cycle ON condition.
Network 2:
In Network 2, we have taken sensors X1(I0.2) and X2(I0.3) as inputs. We used NO contact for X2 (I0.3) sensor and NC contact for X1 (I0.2) sensor.
When Bottles are transferring on the conveyor, these sensors sense the position of the bottles whether they are standing or fallen.
Sensor X2(I0.3) sense down position of the Bottle & Sensor X1(I0.2) Sense top position of the bottle.
In PLC, we designed the circuit which follows command that if sensor X2(I0.3) sense the bottle & sensor X1(I0.2) does not sense the bottle then the pneumatic actuator (Q0.2) will come in action & it will reject the bottle from the conveyor.
After this, the perfect bottles will go in the soda filling station & whole cycle will be completed.
Result
Note: The above PLC Logic provided for basic idea about application of PLC in Automatic Bottle Rejection Handling System. The Logic is limited and not complete application.
Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC Sequence Control
- Alarm Management System
- Process Control Systems
- Stepper Motor MCQ
- Split Range Control Loop







For the input I 0.2=0& I 0.3=1 the output is not showing cylinder ON