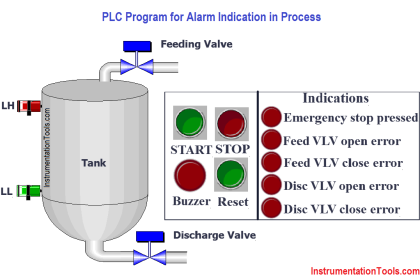
Design a PLC program to control the liquid level in a tank. A level transmitter is used to measure the tank level into a standard current signal from 4 to 20mA as illustrated in the below process diagram.
Tank Level Control in PLC

PLC Program Logic
- The agitator motor is to be started and stopped by a pushbutton station.
- The solenoid valves are to be open (Energized) when the agitator is running.
- Pump N0.1 starts at the 75% liquid level and stops at the 25% level. The pump will run only if the agitator is running.
- On a high-level alarm (Tank 90%), an alarm light will come ON and stay on even if the tank level drops. An operator must press the reset button to turn off the light. On the high-level alarm, both the solenoid valve will also close (de-energize).
- A low-level alarm light shall be provided (Tank 10%), similar to the high level, and reset using the same pushbutton.
Scaling Tabular Column:

PLC Programming for Tank Level Control


PLC Program Description
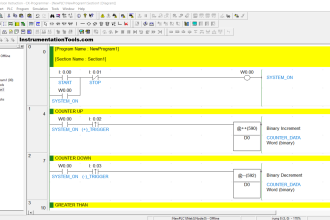
Rung 0000:
Start/Stop PB latched with memory B3:0/0.
Rung 0001:
B3:0/0 enabled to turn on agitator (O: 0/0), Solenoid valve 1 (O:0/1) and Solenoid valve 2 (O:0/2).
Rung 0002:
Scaling block is used, Level transmitter gives output in mA (N7:0), to convert that into PLC range (N7:1), and scaling block is used.
Refer to the above tabular column for a respective range of values.
Rung 0003:
According to the program logic, we need to turn on the PUMP (O:0/3) at tank reaching 75%
And the pump still is in ON condition up to 25%, so comparator blocks are used to get this condition.
Agitator motor contact also connected in series as mentioned in program logic.
Rung 0004:
Memory coil connected to turn ON pump motor output.
Rung 0005 & 0006:
High-level alarm should turn ON when tank reaching 90% and should not turn off until alarm reset (I:0/2) is pressed.
Greater than or equal block is used to compare the real scaling value(N7:1) and register value.
Rung 0007 & 0008:
Low-level alarm should turn ON when tank reaching 10% and should not turn off until alarm reset (I:0/2) is pressed.
Less than or equal block is used to compare the real scaling value(N7:1) and register value.
Conclusion
We can use this example to understand the programming logic in Allen Bradley Programmable Logic Controller (PLC).
Author: Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Motor control in Ladder logic
- Conveyor Ladder Logic Program
- Function Block Programming
- Operator Interface for SCADA
- Control Instructions in PLC




sir i having level sensor problems in delta AS228R how can i solved this problem plz reply me
Ya you can solve it