Heavy 4” 300# flanged rotameter not only gives wrong readings but also caused pipe weld cracks in the process plant.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Instrumentation |
| Equipment Type: | Sensors |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Flanged Rotameter Problems
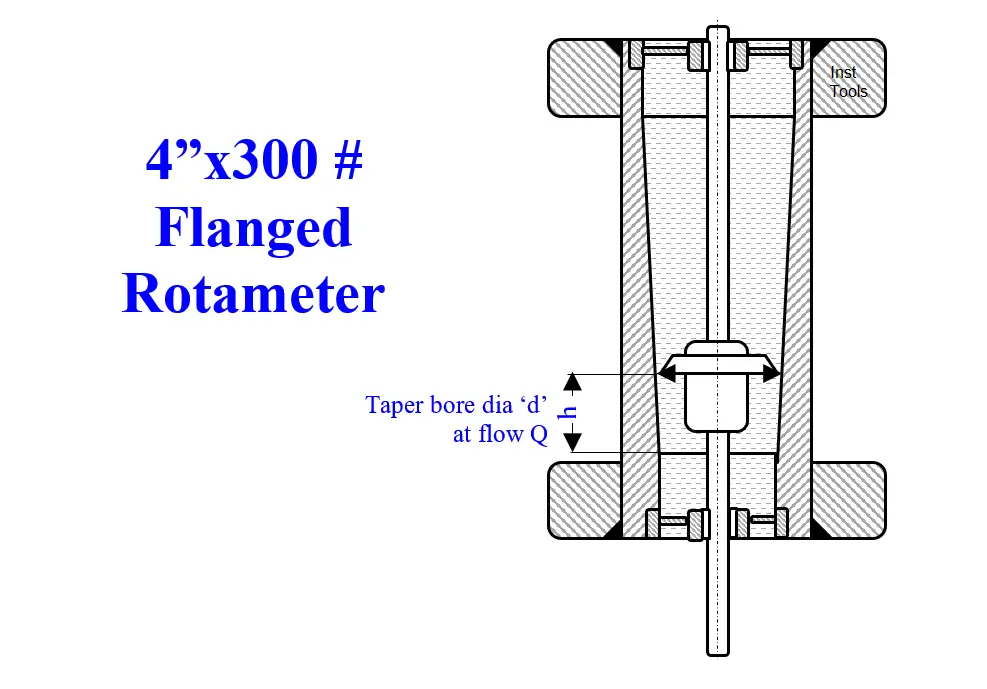
Rotameter Information: Fig 1 shows a 4” flanged rotameter. The rotameter inlet bore tapers to a larger dia at the exit. Table 1 lists its data:
Table 1; Typical 4” Rotameter Data
| h (mm) | MBR (mm) | Q (m3/H) | C – Q/h (ratio) |
| 500.00 | 100 | 2827 | 5.65 |
| 475.00 | 99.00 | 2671 | 5.62 |
| 356.25 | 94.26 | 1952 | 5.48 |
| 237.50 | 89.6 | 1279 | 5.38 |
| 118.75 | 84.75 | 615 | 5.18 |
| 0.00 | 80 | 0.00 | 0.00 |
Table 1 shows that the rotameter scale is nearly linear. The plunger pump delivered flow stream velocity varies instant to instant and hence the float assumes a position representing the instantaneous flow rates average depending upon the float’s mass and the flow stream viscosity.
Hence, rotameters read pulsating flows a lot more accurately than square root scale receivers connected to Differential Pressure Transmitters (DPTs) across orifice plates, because, the DPT measured
hav = (h1+h2+h3+ … hn)/n
where
h1, h2, and h3, are the instantaneous differential pressures across the orifice plate. The receiver’s square root scale square root scale reads the above shown √aaverage.
But the receiver must actually read √hc = (√h1+√h2+√h3+ … √hn)/n. These two averages may differ as much as 50% depending upon the type of machine delivering the pulsating flows and the orifice upstream pipelines’ and vessels’ volumes sum.
Electronic DPTs calibrated to output √h signals are also free from this error.
Problem: The carbomate pump suction pipe bolted body clamped pneumatic transmitter 4” 300# flanged SS rotameter though capable of reading the pump delivered flow roughly accurately, always read very wrong. The reasons are:
The Plunger pump delivered flow pulsations generally shake the connected piping way high; the rotameter upstream, downstream and the bypass 4”x300# heavy plug valves aggravated the pipeline’s vibrations much more.
Hence, the pipelines’ added welds for the rotameter and its bypass installation cracked and shutdown the plant often at enormous production loss
- The shaking pipes shook transmitter’s delicate flapper made the flow transmitter outputs and hence the receiver readings totally meaningless
- Often the instrument parts broke and involved excessive instrument crew efforts in a ‘no-use’ flow measurement of very poor availability
- Inability to hold the rotameter exactly vertical added to these problems
- Perennial Jacket steam leaks posed steam loss and housekeeping problems
Author RCA Solution
The author highlighted the worthless rotameter system posed plant shutdowns. Operations too tired of the plant shutdowns, which loaded them heavily besides lost production, reluctantly agreed the rotameter and bypass valves temporary removal, on the author agreeing to find better flow metering methods, Eventually, they forgot the flow measurement that served no purpose!
RCA solution benefits
RCA solution benefits are:
- The simple rule is ‘no welds’ no shakes caused welds cracks; hence the rotameter and its bypass elimination eliminated the perpetually recurring pipelines welds cracks caused lengthy plant shutdowns
Thanks to far higher on stream hours, far higher production and far reduced workload, the operation crew eventually did not ask for the no-use rotameter
Alternative for the Rotameter Flow Meter
Long after the rotameter removal, the author thought of an alternative for the rotameter: each of the carbomate pumps has Fig 2 RPM indicator: the Pulse to I converter powered a speed probe views the pump shaft key and sends electrical pulses/sec signal proportional to the pump RPM to the pulse to I convertor.
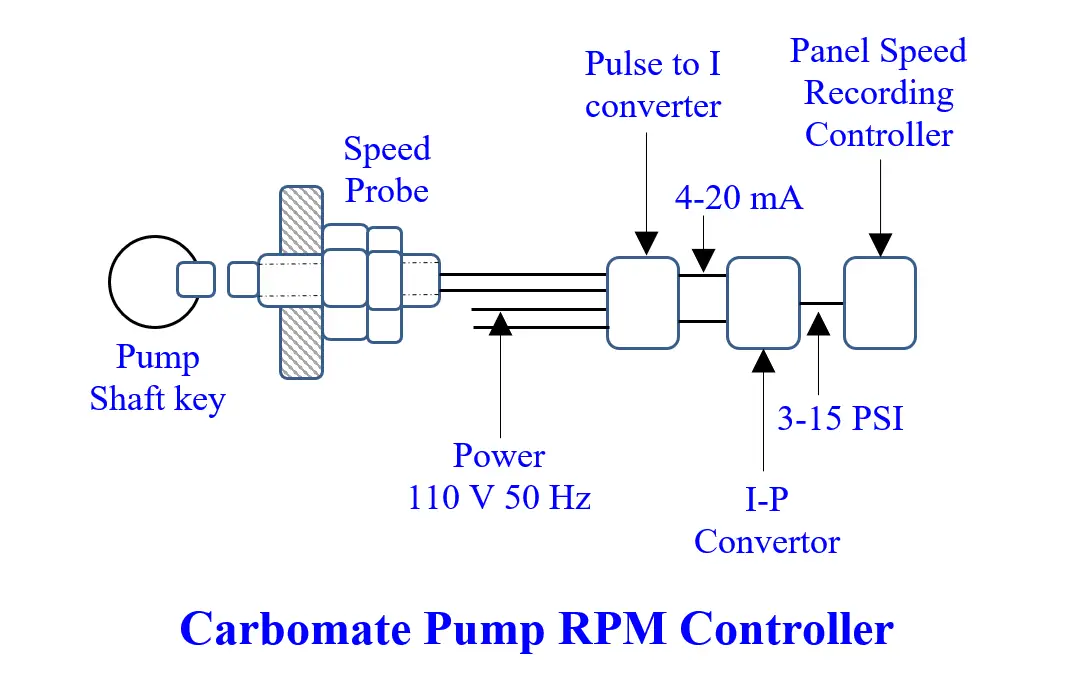
An I-P converter renders the pulse to the I convertor’s 4-20 mA output into 3-15 psi signals for the panel mounted ‘Speed Recording Controllers (SRC)’ which pull/push the hydraulic torque convertors’ internal vanes angle adjusting rod to vary the pump RPM.
The author could have easily added pump delivered m3/H graduations to the SRCs’ pump RPM scales in a different color as the plunger pumps’ delivered flow
Q = 3*N*S*0.25πd^2*l where
| Symbol | Description |
| Q | Pump delivered flow m3/min |
| 3 | Each pump’s Number of plungers |
| N | Pump RPM |
| d | Plunger dia m |
| l | Stroke Length m |
The operation engineers forgot the flow measurement and the more pressing other work pressured the author too!
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Level Transmitters Zero Drifts
- Target Flow Transmitters Failed
- Pitot-tube Replaced with Orifice
- Mechanical Temperature Indicator
- Seal Pressure Instruments Problems