Instrumentation engineering root cause analysis (RCA) of repeat failures of actuator diaphragm bursts in control valves.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Instrumentation |
| Equipment Type: | Control Valves |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Actuator Diaphragm Bursts Problem
Problem: these 4” 1500 # angle design valves’ Double Acting Actuator Diaphragms – diaphragms now on – tears on pressuring rendered the control room push button valves open / close impossible.
Operators ran to the valves and closed the valve turning the over 20 turns hand jack. Valve opening and closing were tough as the hand jack works against the 220 bars process pressure acting on the 100 mm dia plug caused nearly 17 Tons load.
The process licensor after several failed attempts gave up.
Author Solution
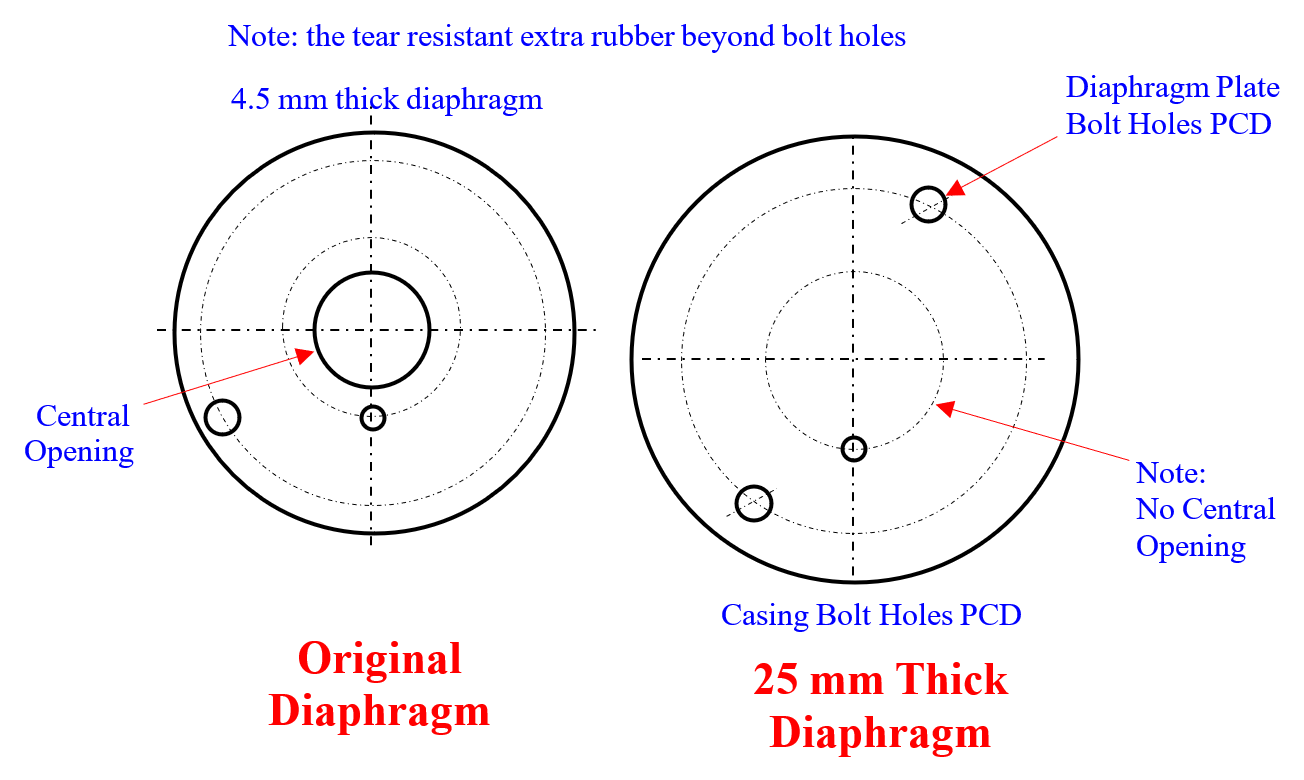
The author by mental RCA guessed the just 4.5 mm thick 1250 mm dia diaphragms too thin and inadequate for valves’ too long 80-mm travel stretch and the 2.8 bar actuator pressure.
The Author proceeded to correct it thus:
Two instrument technicians (IT) taped the spare diaphragm (fortunately one left in the warehouse) to the 12 mm thick used conveyor belt, scribed the diaphragm periphery, the central opening periphery, and the bolt holes.
They cut the diaphragm easily; bolt holes cutting was problematic. They overcame that: just drilled smaller dia holes and enlarged them drilling with the final size drill.
On gradually pressuring the actuator, the valve plug travelled smoothly and jerks free, and stopped at 2.5 bars pressure. Decreasing the pressure to 2.4 bars retracted it slightly.
This shows the plug bottoms on the seat at 2.5 bars and the rated 2.8 bars pressure seats the plug hard on the seat for leak tight shut off.
However, via the diaphragm, small leaks increased unacceptably within a month.
Learned lessons are:
- Diaphragms Cut out new belt pieces only will last ever, and not those out of used, old, and ¾ dead 12‑mm thick belt pieces
- The rubber near the central opening bolt holes tear lot more than that near the casing bolt holes. Hence, the via diaphragm air leaks tremendous increase within a week
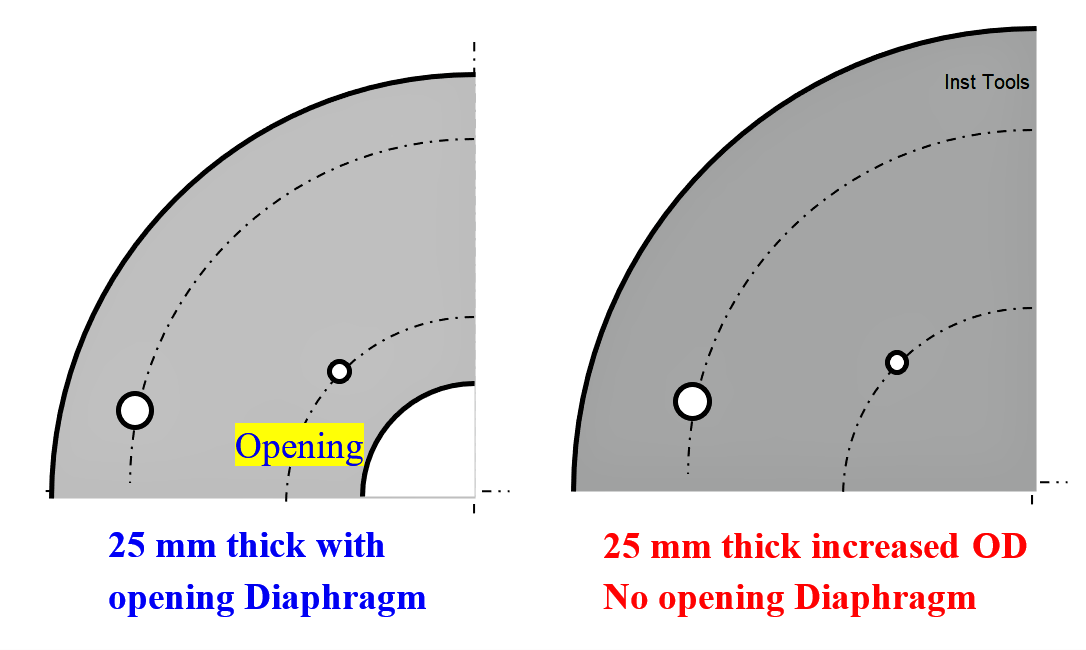
- Not cutting the central opening and cutting 8 bolt holes ONLY at this PCD will stop the via diaphragm air leaks.
- Increase the diaphragm OD by 50 mm i.e., to 1200 +50 = 1250 mm to avoid tears at the casing bolts
As the plant uses no 25 mm thick conveyor belt wide enough to cut 1250‑mm dia diaphragm, the author’s friend serving 100 km away lignite mine tipped to request officially.
The official request got 1321 (52”) x 1321 x 25 mm thick 3 Nos. NEW conveyor belt pieces (a giveaway) to implement the author’s RCA solution.
RCA Solution Implementation and Realized Benefits
Below are the Benefits:
- Two ITs cut above a-d improvements included 25 mm thick diaphragm and fitted to the NH3 feed angle valve during an opportune shutdown
- The valve stroked fine. Via the diaphragm zero air leaks at rated 2.8 bars cheered all. Thankfully, this proved the ‘oppose new endeavor skeptics’ (ONES) wrong! They assertively discouraged the author to stop, telling the too thick 25 mm thick, especially nylon cord conveyor belt will not stretch enough for the valves 80‑mm travel! Yet, the author proceeded forward, because of the actuator’s approx. 34000 kg (17000 kg more than required) thrust capability and won by God’s grace.
- Month long reliable valve service and continued via diaphragm zero air leak encouraged putting the 25 mm thick diaphragm for the second valve also
- Thanks to reliable and durable actuators, the instrument crew restored the valves panel PB operation
- Operators running to the valve and labor-intensive hand jack closing stopped
- They complemented telling, “this marvelous innovation tops Raghava’s all others; million thanks for restoring the valves panel operation – a safety necessity. The diaphragm rubber protruding beyond the casing offers a byproduct advantage: increased safety also; the actuator case unfortunately happens to be at forehead level. While running during emergencies it hit us sometimes and injured our foreheads. The now protruding rubber prevents such injuries also! Such gratitude overwhelmed the author
- To enhance the safety, the author got the protruding rubber ring 50-mm wide red and yellow band painted for better visibilities and still higher SAFETY
- Ever ZERO instrument air LEAKS via the diaphragm saves and saves big money.
- It prolongs stored instrument air (IA) availabilities duration during IA failures – a very valuable and immensely helpful feature during IA failures
- The saved 150 Nm3/H air, sourced from the NH3 Plant Process Air Compressor increases ammonia production also 3 T/d
- A seemingly unsolvable problem (SUP) solved forever at negligible costs with no external help, no parts import from the manufacturer plus the above bonus benefits
Epilogue
Both the valves’ 1973 put diaphragms bid him farewell when he left the plant in 1987 for another assignment.
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Butterfly Valve Failure
- Control Valves Leak Tightness
- Failure of Letdown Valves
- Pressure Taps Valves Leaks
- Over-Capacity Control Valve