An FRP line was continuously getting damaged (cracks were observed). This was occurring very frequently (once per 15 to 20 days).
On-Off Valve Problem
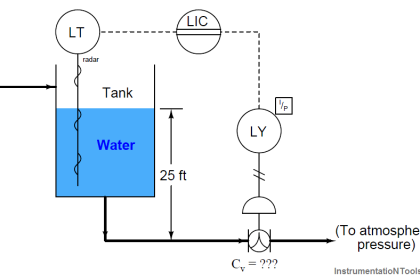
An FRP line was installed in one plant for supplying water to a mixing tank. The line size was 10 inches. An On-Off valve, an isolation valve, a pressure transmitter, and a flow transmitter were installed in the same line. Almost after every 15 to 20 days, the FRP line got damaged near the On-Off valve.
So, what can be the probable reason for frequent damage to the FRP line?
On-Off Valve Root Cause Analysis
Probable Problem 1: FRP line not having proper supports
FRP line was installed as per standard and sufficient support was also provided.
Probable Problem 2: FRP line might be thin as compared to the standard / required thickness
FRP thickness verified with standard documents. FRP line thickness was perfect.
Probable Problem 3: High vibrations in FRP line
No vibrations were observed in the FRP line while the water was passing through the line.
Probable Problem 4: High pressure of water flowing through the FRP line.
The pressure of the water is confirmed through the pressure transmitter. The pressure was below maximum operating pressure.
The standard operating pressure was 6 kg/cm2 while the maximum pressure observed during the feed inlet to the tank was 2.8 kg/cm2 due to the unavailability of one out of three feed pumps.
Probable Problem 5: Design issue in the line size and On-Off valve sizing
Design side all parameters reverified with the vendor. All sizing found ok.
Observations
Observations after frequent visits to the FRP line during different timings:
During normal operations, the FRP line was very steady like all other lines in the plant. But, whenever the On-Off valve was given close command, the valve got operated by creating a heavy sound.
So, on continuous observation of the valve, it was found that the valve is the main root cause of the FRP pipe getting damaged.
What went wrong?
On further checking by the Instrumentation team, the Instrument air pressure to the On-Off valve was found 6.5 kg/cm2.
(Some basic information: The on-off valve is having a butterfly-type body. The on-Off valve size is 8 inches.
Also, the fail action of the valve is fail-open. So, the air is required to close the valve. As per the datasheet, Instrument Air pressure to the actuator should be a maximum of 4.5 kg/cm2)
The instrumentation team checked the operation of the valve with 6.5 kg/cm2 air pressure and found that the valve movement during the closing time was very fast. This also caused very high vibration and jerks during closing.
So, after a detailed study, it was concluded that there are 2 main reasons for this FRP line getting damaged
- On-Off valve operation during close command was damaging the line which is due to high Instrument Air Pressure to the actuator.
- Already the pressure of the water in the line was low i.e. 2.8 kg/cm2 as compared to the standard 6 kg/cm2 pressure. This was due to the unavailability of a feed pump. Hence this condition also amplified the damage caused by the On-Off valve movement.
Immediately, the Instrument Air pressure to the On-Off valve was normalized to 4.5 kg/cm2. Also, this point was included in LLF to check the Instrument Air pressure of all valves.








very good and useful infomation