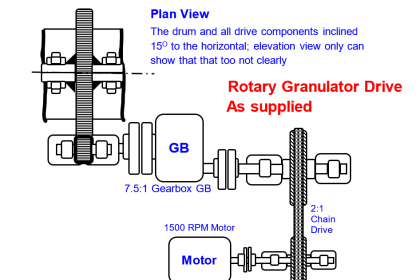
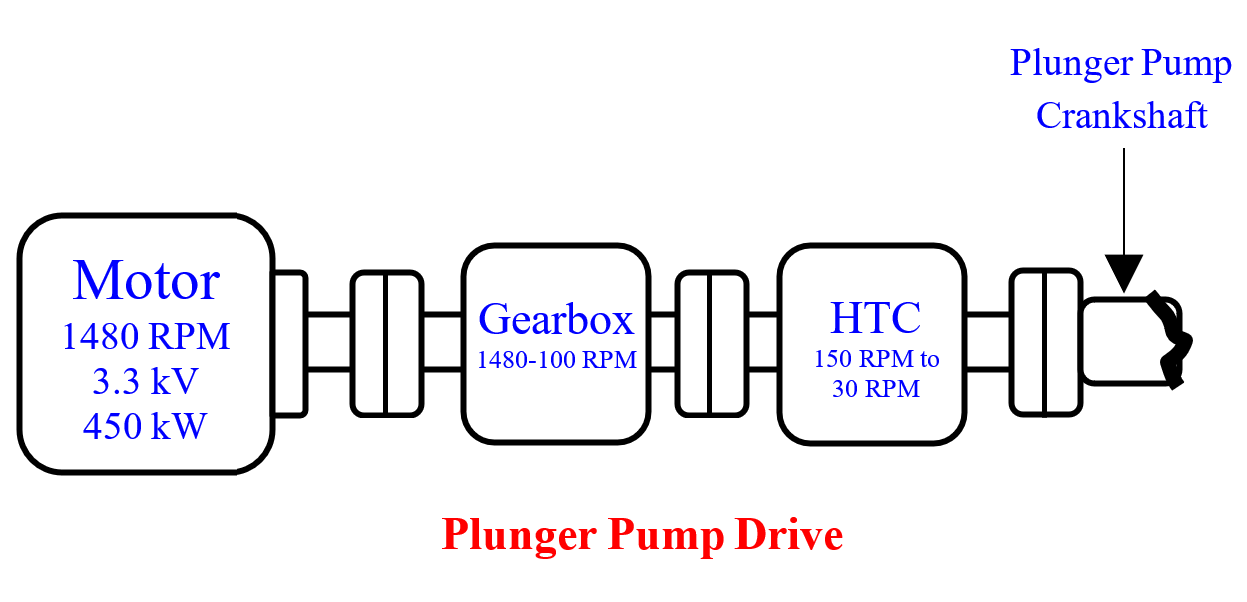
The below figure shows the above Carbomate feed to the urea reactor Plunger Pump A drive. Pump B of identical drive – not shown – is its hot standby.
A 3.3 kV 450 kW, 1480 RPM 3 φ motor couples to a 1480:100 RPM gearbox input shaft, the GB output shaft to the hydraulic torque converter (HTC) input shaft.
The HTC output shaft coupled to the plunger pump to run it at set 40-100 RPM. The HTC efficiency averaged 25% at 40-RPM output speed and 30% at 90 RPM output speeds.
The torque convertor’s very low efficiency and the associated wasted power bothered the author. Hence, he wanted to remove it and directly couple the GB output shaft to the pump crankshaft and power the motor with an Electronic Variable Speed Drive (EVSD) to run the pump at 30-100 RPM.
An inexpensive bought-out pressure to the current converter would covert the existing speed controller’s 3-15 psi output into 4‑20 mA. The 4-20 mA would vary the VSD output frequency to vary the motor speed.
As usual many objected it. Yet the author got a budgetary quote from a US vendor. During 70s Low voltage (400 V the world over and 660 V in a few countries) VSD’s only were available.
Hence, only one US vendor quote suggested converting the 3.3 kV input supply to 660 V using a transformer feed it to the VSD and converting the VSD outputted variable low voltage / variable frequency to a higher voltage to power the motor using a second transformer.
The US vendor’s very cumbersome to implement the scheme, and everyone discouraging him so frustrated the author that he dropped the proposal without seriously thinking further.
Hasty Decision
Sometime later the author realized the following and regrets hastily dropping the idea:
Carbomate Pump power savings from Hydraulic Torque convertor Elimination.
| Motor efficiency avg | 0.96 |
| Gearbox Efficiency avg | 0.96 |
| Torque Converter Eff Avg | 0.25 |
| Over all eff = 0.96*0.96*0.25 | 0.23 |
| Pump motor drawn current A | 90 |
| The HT motor outputted power according to the formula P=√3*3.3*90*0.8 kW | 411 |
| Pump Consumed power = 411*023 kW | 94.53 only |
| Motor Rating = 94.53/(0.92*0.96*0.96) VSD eff 0.92 | 111.5 kW |
Had I done row 5 and 8 calculations, I would have realized, 125 kW LT motors suffice. These and VSD to power these are locally available at very low costs
Annual Power Costs Savings @ Rs. 4/kWH = (410-111.5)80004/(0.96*0.96) =Rs 10364583.33 say 10.36 million yearly.
The two LT motors system costs are negligible compared to the Rs.10.36 million years after year recurring savings. Missing the enormous recurring money savings and lot higher reliabilities potential by not persevering with the project is sad indeed.
Case Study takeaways
The author instead of focusing on the carbomate pumps’ power requirements wrongly focused on finding a VSD for the existing HT motor.
Had he focused on the pumps’ very low power requirements, he would have realized 400 V 125 kW motors and 400 V VSDs – both available in India at low costs – suffice.
Because of his wrong focus, he succumbed to the discouragements and missed Rs 10-million yearly power-saving opportunity problems solvers should identify where to focus and stick to it to avoid being discouraged out.
A mid-eighties Swiss vendor-supplied 6.6 KV VSD for a Saudi Arabian cement kiln drive surprised him. The user was immensely happy with the negligible maintenance required and high-efficiency drive.
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Level Transmitters Zero Drifts
- Pitot-tube Replaced with Orifice
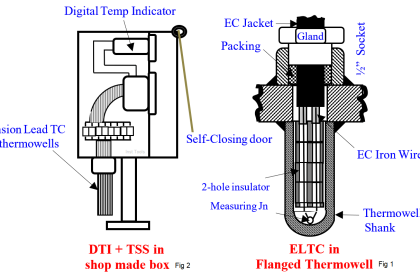
- Mechanical Temperature Indicator
- Pressure Transmitter Stopped Working
- Seal Pressure Instruments Problems