Carbamate Plunger Pump packing 24 months lives fallen to 3 months & associated problems eliminated.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | Miscellaneous Rotating Machine Problems |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Carbamate Plunger Pump Packing Problems
The early 71s commissioned Urea plant’s carbomate pump plunger packing developed leaks after 24 to 26 months of service.
The author on taking over as maintenance manager noted too many rush overtime carbomate plunger pump barrels replacements jobs.
Checking with the crew leader, he found the following:
- As Herr Mueller the pump commissioning technician suggested, the plant bought 3-Nos. NH3 pumps and 3‑Nos. carbomate pumps barrels assembled with plungers as rotable spares
- On a pump’s a barrel showing packing leaks, the crew changes the 3- rotable spares barrels and repacks the removed barrels the way the vendor expert Herr taught to have ready rotables
- Following Mueller advice, the workshop judges the blemishes extent, discard plungers likely to be less than 124 dia after blemish removal grinding, under size grinds the original 125 mm f7 plungers till blemishes free, super-finish them to 0.4 µm smooth and holds for assembling into the rotable barrels. Shop machinists super-finish the plungers using lathe bed mountable Mueller suggested German super-finish attachment, super-finishing stones and cutting oil
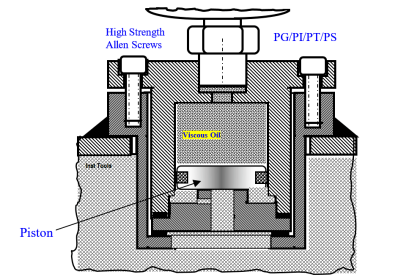
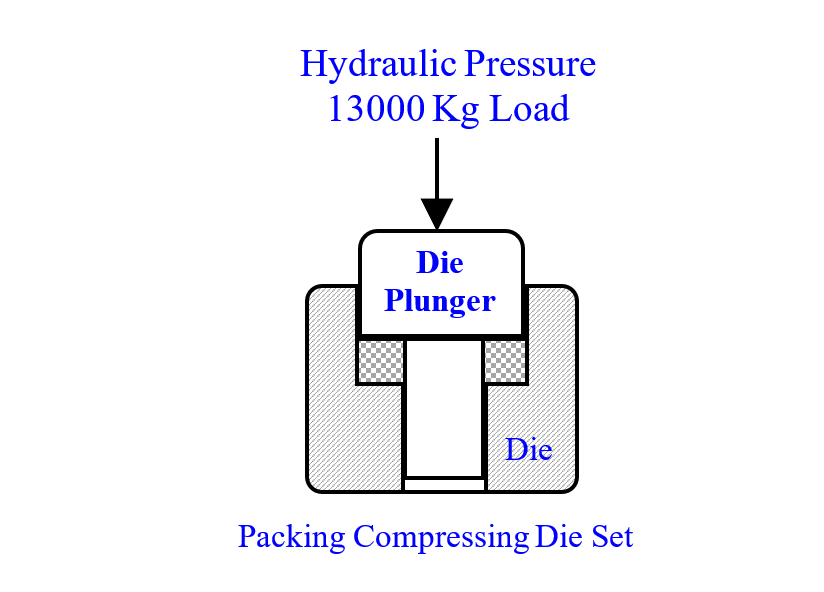
- A die and plunger set for packing ring compression came with the machine. A shop machinist inserts each packing ring into the die, and the die set plunger over the ring and apply 13000 kg load using the shops hydraulic press (fig ) for a minute. They use the pre compressed packing ring while assembling the barrel. .
- The machinist assembles a readied pump plunger into the barrel, insert the compressed packing rings and hand tightens the packing nut. Rotable barrel one is ready. Likewise they ready the other two rotable barrels also. Label them ‘Ready for Use” and put them in the allotted rack.
- Rotating machine crew (RMC) replace the readied barrels in place of the leaky barrels in the field
- Operators condensate pressure the barrels to 220 bars using the air operated pump
- RMC tightens the gland nut enough to stop leaks
- The readied pump goes into service when the working pump barrels develop leaks
- The shop readies NH3 pump rotable barrels likewise
The author felt something wrong with this procedure but could not pinpoint then.
Procedure Flaw Flashes to the Author
The author’s constant thinking flashed flaw in the above barrels readying method: the packing compressing die set is for 125 mm dia plungers packing rings.
On the other hand, the workshop readied plungers are of random 124-125 mm dia. Hence, the clearance between random dia plunger and packing clearance could be even 1 mm instead zero right at the start.
The plunger bottoms on the packing ID leaving a 1 mm gap at the top. Plunger supporting guide bushes (GB) wear worsens the situation. The stuffing box gland nut tightening is inadequate to make up the large clearance.
Thus, a new packing set starts with very unfavorable conditions to resist leaks. Hence, it does leak too soon! Carbomate leaking via the packing freezes into very hard sharp-edged crystals.
They score the plunger heavily; hence, the more frequent carbomate pumps’ plunger and packing renewals than ammonia pumps.
The problem started 4 years after commissioning because all spare plungers had been used up and random dia reconditioned plunger only were available then on.
Author Solution
Below given are two possible solutions:
- Use custom die-set to suit each plunger dia – very impractical indeed; hence discarded
- Stop plunger under sizing; chrome plate and build to dia 125.2 mm, finish grind and to 125 f7 mm dia and super finish – very practical; hence implemented
- Condensate lubricate the packing instead oil as now, because of the below given reasons
- The author finds carbomate dissolved in condensate soapy and of viscosity > 43 Centi Stokes; i.e. as good lubricant as lube oil now used to lubricate the packing.
- Lubricating the packing with condensate is, first few packing rings condensate soak dissolves in the carbomate as a soapy lube; on the other hand, the oil does not dissolve the carbomate; rather it lets it to crystalize into glass hard sharp-edged crystals, which score the plungers deep and leads to their discards! Hence condensate lubing will not only lubricate as good as oil, but prevent plungers scoring too – the greatest advantage
- Saves oil costs too
- This is not possible NH3 pumps, as the very low carbomate impurity remains dissolved in liq NH3 and never crystallize. In addition, liq NH3 viscosity << 0.43 CS; hence, not a lubricant
The pump vendor appreciated the feedback, approved it, and includes in pumps he makes then on
Author Solution Benefits
The realized benefits are:
- Thanks to no plunger scoring very small packing leaks after 30 months, i.e. lot longer than Mueller’s 24 months
- No plunger under-sizing; hence no discards and no plunger purchases – a great money saver. Other benefits are: :
- Plungers size is always constant; hence, the 125 mm bore dia compressed packing serves all plungers with zero start clearance the essential most requisite for long packing life
- Hence packing last 125-150% more than Mueller’s time
- Far fewer plunger reconditioning after the new procedure frees the machine shop for other jobs and avoid paying outside vendors for other maintenance requirements
- Condensate sealing saves oil buying costs
- The seen leaks become unacceptable after a month only; hence, rush packing jobs involving enormous crew overtimes gone. Comfortably scheduled crew change the packing avoids stress to personnel.
- Far fewer pump changeovers, associated total plant outage risks gone
- passing pump isolation valves prevented pump changeovers and consequent total plant shutdowns gone
- Supervisors, freed from rush after hours, holidays packing tasks and consequent missed family functions thank the author
- Electroplating vendors thank the author for the new business, but the following are sore:
- Replacement plungers’ sales lost pump vendor
- 90% sales lost Packing vendors
- Enormous overtime payments lost rotating machine crew
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Turbo-Compressor Problem
- Compressor Anti-Surge Control
- Plant Air Compressors Problems
- Plant Turbo-compressor Problem
- Failing Plant Air Compressor Drives