Root Cause Analysis (RCA): A Plant BFW Pump Low throughput eliminated. Learn the problems and solutions.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | Miscellaneous Rotating Machine Problems |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Pump Low throughput Problem Details
Two nos. Saudi ammonia plant 100‑bars waste heat boilers steam production gradually decreased from 360 T/H to 300 T/H in 3‑years even at max permitted turbine RPM i.e. 3200 pump RPM and full open drum level control valves (LCV).
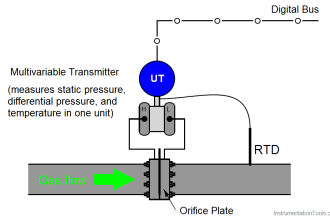
The below figure shows the always running Turbine Driven BFW Pump (TP) feeding the entire 5 boilers and its motor-driven hot standby.
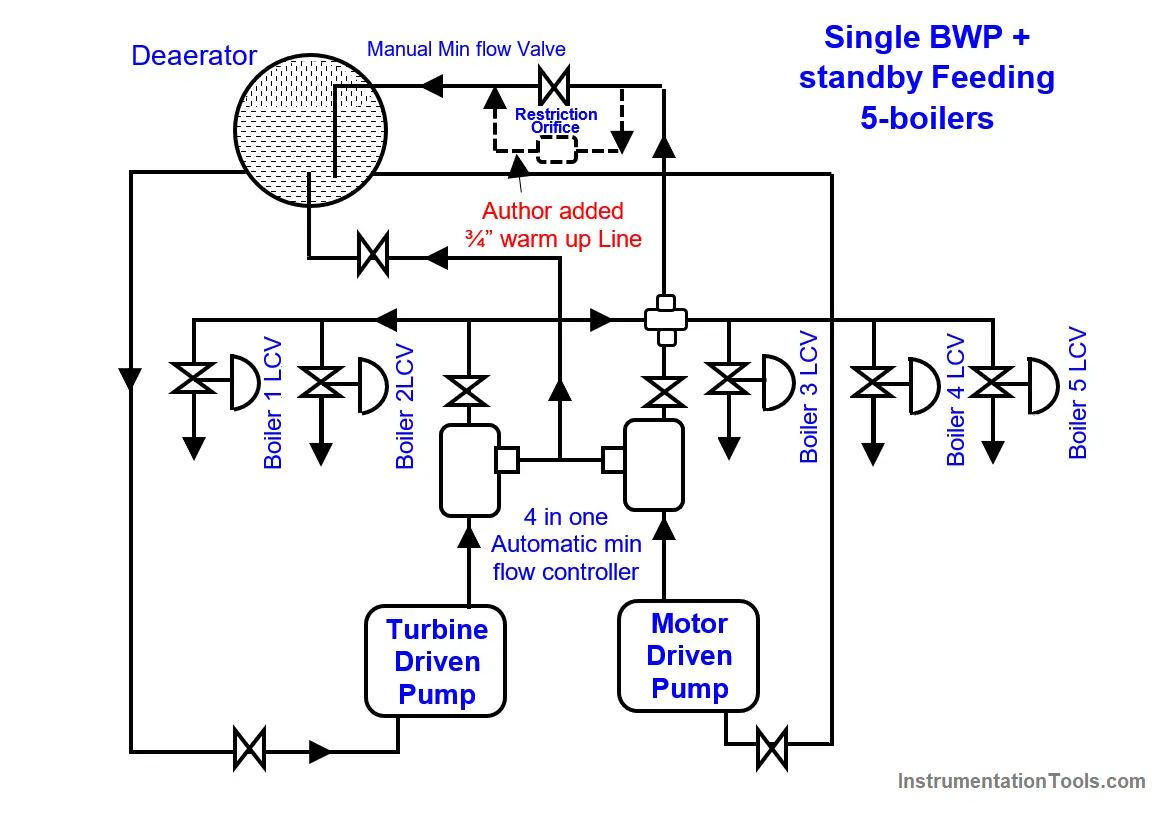
The rarely used > turbine pump 3600-RPM motor-driven pump internals would not have worn. In spite of 400 more RPM, the steam production with the motor-driven pump increased a mere 20 T/H only.
Both the pumps’ near at start shaft and casing vibrations indicated internals no wear. Still, the operations and tech service engineers attributed the low BFW throughput to the 3-years serving pump worn internals and insisted on its overhaul.
Author Root Cause Analysis
Convinced of pumps’ internals no wear the author root cause analyzed and found leaky min flow automatic or manual recirculation valves could be the causes.
Hence, he visited the pump and viewed both recirculation valves. No customary ¾” warm-up bypass across the manual min flow bypass valve (MMBPV) puzzled him!
Hence, he studied the valve drawing. It showed warm-up flow 1.5 mm hole drilled gate for warm-up flow. Across the gate (120 pump discharge pressure ‑1 de-aerator pressure) = 119 bars ΔP eroding it as a very large dia hole and consequently estimated bypass to the deaerator are easy. Checking this is also is easy. Hence, he took up that task first.
Taking a 6 hours shutdown (SD), he got the manual recirculation valve bonnet lifted. He found the 1.5 mm wall eroded to 30 mm. He got the hole enlarged to 30 mm dia, a 25 mm dia chrome-moly disc cut out of a scrapped valve gate edge prepared and welded to plug the hole.
The handed-over plant resumed ammonia production in 8 hours.RC surmise solves the problem: He got the MMBPV bonnet unbolted taking a 1‑shift shutdown. Its gate’s ≈25 mm dia eroded hole could pass an estimated 60 T/h BFW to the de-aerator – the confirmed RC.
The author got the hole plugged by strength welding a disc and grinding the weld flush. In addition, as the manual recirculation valve will be normally closed, he installed ¾” warm-up line with normally open (NO) gate valves + 3‑Nos. series restriction orifices sized for 200 kg/h warm-up flow.
RCA found solution benefits
- The wasteful finely working pump overhaul and problem persisting averted in a short around 8-hours thanks to Root Cause Analyzed solution
- The before 100% open LCVs reverted to the former 60-70% open
- 3-day motor driven BFW pump risky plant run avoided
- Pump overhaul expenses and efforts avoided
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Turbo-Compressor Problem
- Compressor Anti-Surge Control
- Process Air Compressor Overhauls
- NH3 Plant Turbo-compressor Problem
- Failing Plant Air Compressor Drives