The PLC program for stage control provides the opening and closing of curtains, as well as the raising and lowering of the stage. It provides two modes of operation: automatic and manual.
PLC Program for Stage Control
The below simulation shows the usage of PLC for stage-controlling applications.
This is a utility project where we have to open and close the stage curtains automatically and also manually using push buttons. The sensors are used to detect the right and left curtains’ positions at different points.
After opening the curtains, the stage will be moved up and elevated to the top position. Similarly, when the curtains are closed, the center stage will be moved down.
The stage position will also be tracked using lower and upper limit sensors.
PLC Devices List
The below table lists the all inputs and outputs in this PLC program.
| Type | Device No. | Device name | Operation |
| Input | X0 | Inside (Left curtain) | ON when the curtain is halfway. |
| Input | X1 | ON when the curtain closes completely. | ON when the curtain opens completely. |
| Input | X2 | Outside (Left curtain) | ON when the curtain closes completely. |
| Input | X3 | Inside (Right curtain) | ON when the curtain is on its half-way. |
| Input | X4 | Middle (Right curtain) | ON when the curtain opens completely. |
| Input | X5 | Outside (Right curtain) | ON when the stage reaches a lower limit. |
| Input | X6 | Stage upper limit | The stage moves up when Y2 is ON. The stage stops when Y2 is OFF. |
| Input | X7 | Stage lower limit | ON when the stage reaches the upper limit. |
| Output | Y0 | Curtain open command | Curtains open when Y0 is ON. Curtains stop when Y0 is OFF. |
| Output | Y1 | Curtain close command | Curtains close when Y1 is ON. Curtains stop when Y1 is OFF. |
| Output | Y2 | Stage up | The stage moves up when Y2 is ON. The stage stops when Y2 is OFF. |
| Output | Y3 | Stage down | The stage moves down when Y3 is ON. The stage stops when Y3 is OFF. |
| Output | Y5 | Buzzer | Sounds when Y5 is ON (Lamp on screen is lit). |
Program Description
PLC program to Control stage settings including opening/closing curtains and raising/lowering the stage.
The purpose of this PLC program is to facilitate control over a range of stage settings, encompassing tasks such as opening and closing curtains, as well as raising and lowering the stage itself. To accommodate different preferences and requirements, the program offers two distinct modes of operation: automatic and manual.
Automatic Operation
When the “Begin” pushbutton (X16) on the operation panel is pressed, a buzzer (Y5) emits a sound for a duration of 5 seconds.
Note: The “Begin” pushbutton (X16) can only be activated when the curtains are closed and the stage is positioned at its lower limit.
After the buzzer stops, the command to open the curtains (Y0) is activated. The curtains will continue opening until they reach their outer limits, as defined by input signals X2 and X5.
Once the curtains are fully opened, the stage begins to elevate when the “Stage up” command (Y2) is activated. The stage will continue moving upward until it reaches its upper limit, as indicated by input signal X6.
Pressing the “End” pushbutton (X17) on the operation panel initiates the closing of the curtains. The command to close the curtains (Y1) is activated, and the curtains will close until they reach their inner limits, defined by input signals X0 and X3.
Manual Operation
The following operations are only available when the automatic operation described above is not active.
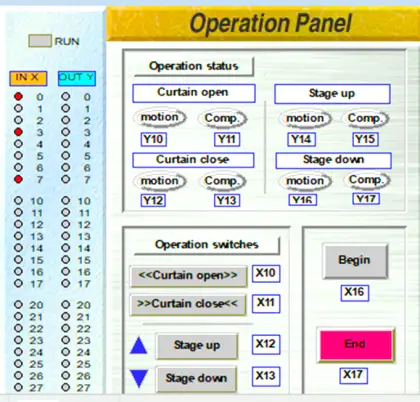
The curtains can be opened by pressing the “Curtain open” pushbutton (X10) on the operation panel. The curtains will stop once they reach their outer limits (X2 and X5).
The curtains can be closed by pressing the “Curtain close” pushbutton (X11) on the operation panel. The curtains will continue closing until they reach their inner limits (X0 and X3).
The stage can be raised by pressing the “⬆Stage up” pushbutton (X12) on the operation panel. The stage will stop once it reaches its upper limit (X6).
The stage can be lowered by pressing the “⬇Stage down” pushbutton (X13) on the operation panel. The stage will stop once it reaches its lower limit (X7).
The indicator lamps on the operation panel will illuminate or turn off accordingly, providing visual feedback on the status of the curtains and stage operations.
PLC Programming
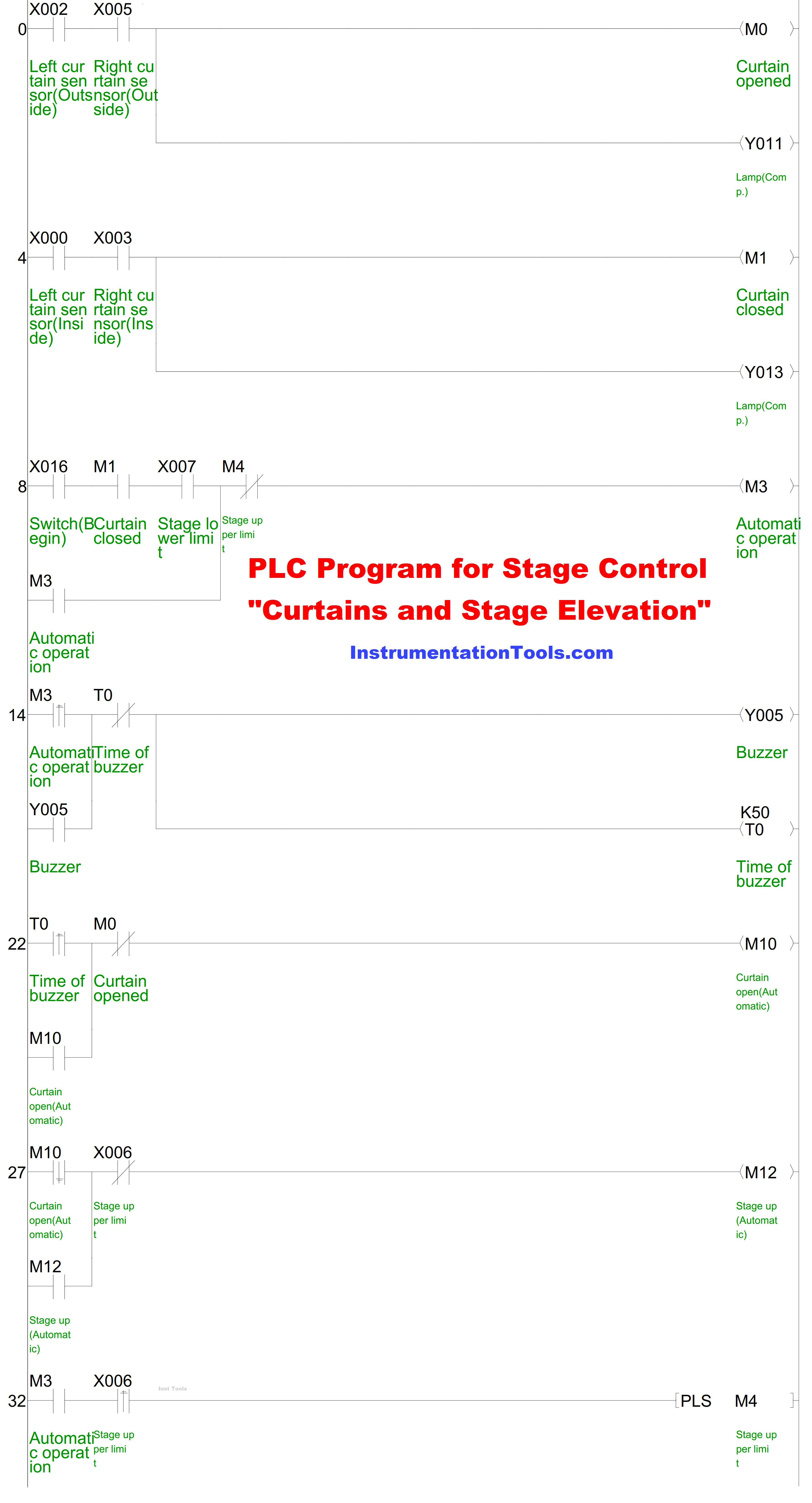
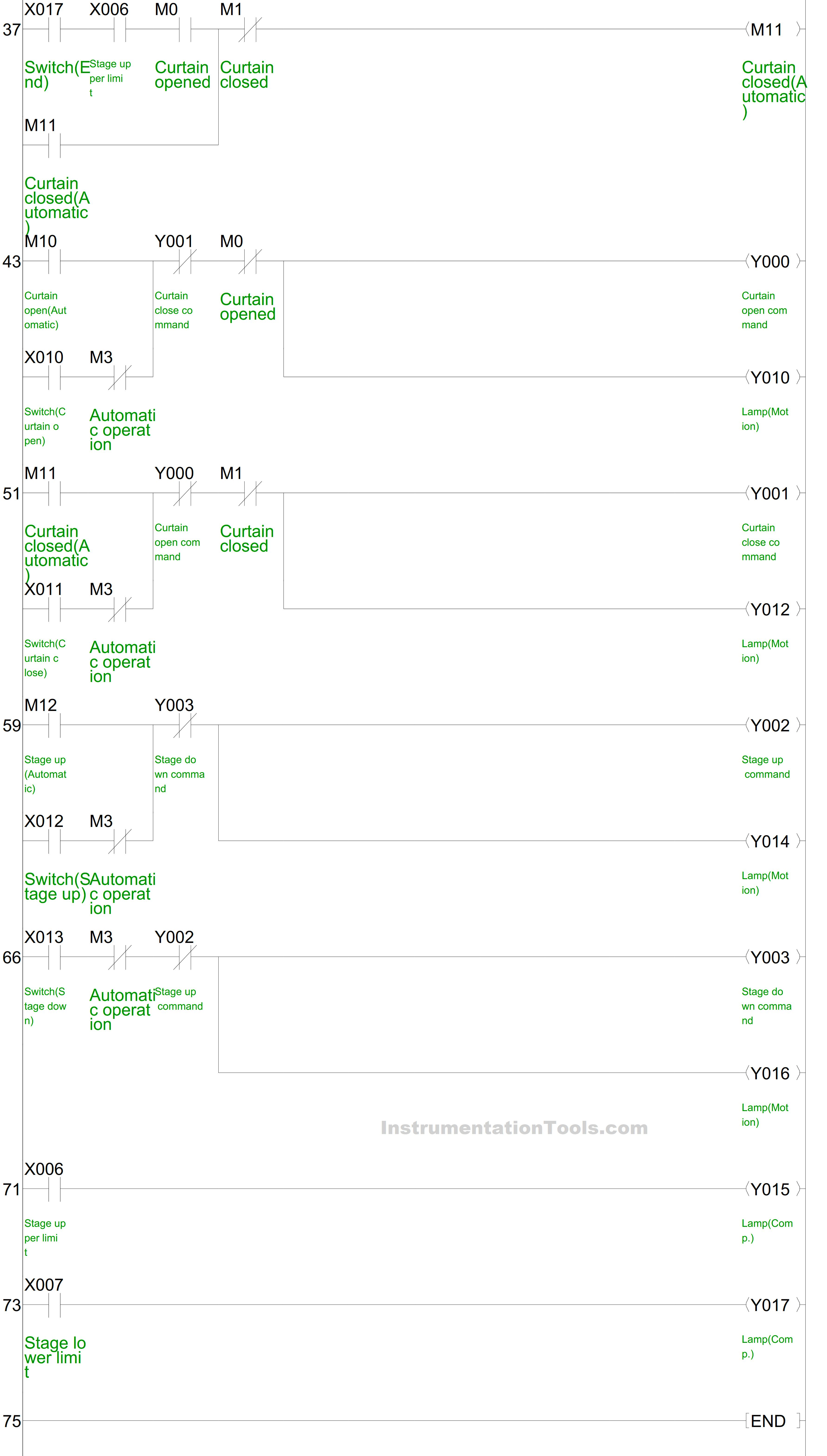
Source: Mitsubishi Electric
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Types of Cables in Industrial Automation
- Omron PLC Online Training Course
- Difference Between PNP and NPN Sensor
- Light Tower in Industrial Automation
- Batch Simulator PLC Example Program






Incredible program, I would like to learn more about the company as I am interested in being a part of the organisation.