What is a Conveyor ?
Conveyors are used to transport the bulk or grain solid material from one place to another. The transportation of material can be carried out by different methods depending upon the type of material to be transported and the position of the discharge point with reference to loading point.
Types of Conveyors
- Belt conveyors
- Screw conveyors
- Pneumatic conveyors
- Hydraulic conveyors
- Roller conveyors
- Chain conveyors
- Bucket conveyor
- Vibratory conveyors
Belt conveyor Principle
The belt conveyors are capable of carrying a greater diversity of bulk solid products from fine grain to bulk material at higher rates and over longer distances.
Principle of operation:
A belt conveyor is simply an endless strap of flexible material stretched between two drums and supported at intervals on idler rollers. When the drum rotated by the driving motor, the belt will move with roller due to frictional resistance, there by the material placed on the belt will be transported from one place to other.
Majority of belt conveyors are equipped with flat belts. Troughing the belt or fitting sidewalls will increase the carrying capacity. Fitting the transverse slats or texturing the surface of the belt will help to operate the belt conveyor for steep inclined application. The end of the conveyor where transported material is loaded is termed as ‘tail end’ or ‘feed end’ and the other end, from which the load is discharged, is called as ‘head end’.
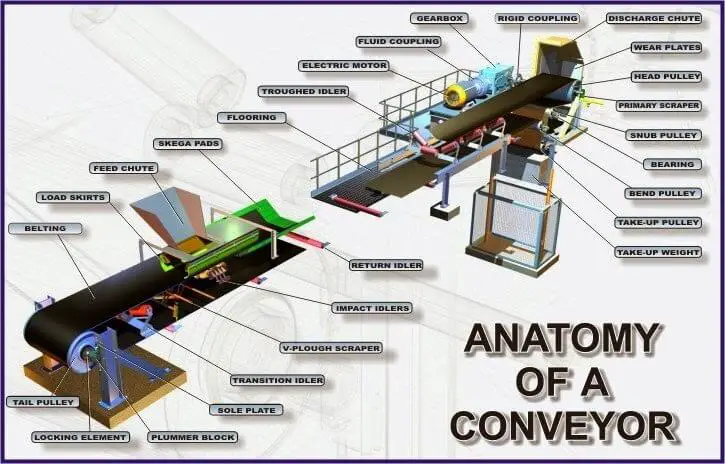
Parts of the belt conveyor:
- Drums driving and non-driving.
- Belt
- Idlers
- Belt tensioners
Belts: Belts may be flat or fitted with a pattern of cleats or flights molded into its surface to reduce the tendency for the conveyed material to slip. The belts may be constructed with vertical sidewalls, which may be supported by transverse slats to operate much steeper incline than the normally accepted. Two methods are employed i.e. vulcanized splice and mechanical fasteners at the ends of the belt to make the belt endless. The expensive vulcanized splice gives a much stronger and longer lasting joint. The cheaper mechanical fasteners tend to restrict the working conditions of the belt.
Idlers: The carrying capacity of the flat belt is increased by modifying the cross sectional profile of belt so that it forms a trough. This is achieved by troughing idler, which consists two to five rollers.
Drive arrangements: The drive may be at either end of the conveyor, but prefers to drive the head end drum since the smallest amount of belt being subjected to the maximum tension. The effectiveness of the conveyor drive is dependent upon the difference in tension between the ‘tight side’ and the ‘slack side’ of the belt, the friction between the belt and the drive drum and the angle of wrap or arc of contact of the belt to drum. The power that can be transmitted from the driving drum to the belt is limited by the point at which the belt begins to slip. In order to increase the power either coefficient of friction to be increased by applying a rubber lagging to the surface of the drum or to increase the angle of wrap by ‘snubbing’ the drum or by providing a multiple drive.
Belt slip: In the belt drive there will inevitably be a certain amount of belt ‘creep’ resulting from the varying tension in the belt as it passes around the drum. The term ‘creep’ refers to the relative movement between the belt and the surface of the drum that happens as the stretch in the belt decreases with the reduction in tension. The arc of the drum surface over which creep occurs will tend to increase as the tight side tension increases, for example as a result of increasing the load on the belt, and if the ‘angle of creep’ approaches the ‘angle of wrap’ the belt will be on the point of slipping. For this reason that a certain inherent tension should be maintained, even in the slack side of the belt.
Belt tensioning: The needed tension can be provided in a number of ways by suitable arrangement like pulling back the tail drum or idler pulley and also by providing ‘drop-weight’ or ‘gravity take-up’ device. Hydraulically or electrically powered automatic take-ups are also available which relay on a load-sensitive device to move the tensioning pulley in response to change in operating conditions of the belt.
Belt cleaners: When transporting bulk materials that have the tendency to stick to the surface of the belt, the belt conveyors will be equipped with some kind of cleaning technique at the head end to minimize the build-up of material on snub pulleys and return idlers. Theses cleaning methods are such as rotary brushes or scrapper blades of steel or rubber, which may be spring loaded or counterweighted to bear against the surface of the belt.
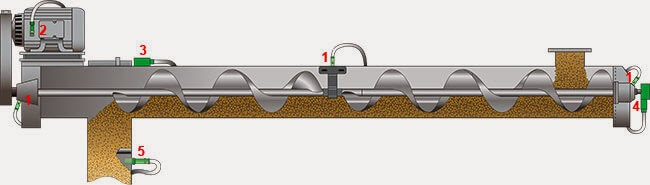
Screw conveyor Principle
It consists of helicoid (helical flights rolled from flat steel bar) flight, mounted on a pipe on or shaft and turning in a trough. Screw conveyors are preferably used to transport and to dose powder, fine grain or fibrous materials.
Parts of screw conveyor:
- Shaft
- Drive
- Trough
- Helical flights
- Hanger
Classification of screw conveyors by its line of transport:
a. Horizontal screw conveyor
b. Angular screw conveyor
c. Vertical screw conveyor
Principle of operation: The intake end of conveyor is fed with a continuous supply of particulate material. The rotating screw in the trough or pipe will lift the material by a wedging action. The screw will be rotated by drive and supported on bearings. The screws are constructed in different fashion for special applications.
Preventive Maintenance points:
1.Grease or oil filling of the gears or geared motor as recommended by the manufacturer.
2.Re-lubrication of bearings as per the requirement.
3.The packing adjustment at the shaft passages of the screw conveyor.
4.The chain drives cleaning with petroleum or p-3 solution and then applying grease or oil as per the recommendation of the supplier.
5.Cleaning the screw conveyor depending upon the material in certain intervals, if found necessary.
Pneumatic conveying system
Pneumatic conveying system: Is transportation of dry bulk particulate or granular materials through a pipeline by a stream of gas. Normally air is used for conveying and occasionally nitrogen is used in situations where there is a fire or explosion risk.
Basic parts of pneumatic conveyor system:
- Blower or compressor
- Feeding device
- Gas/solids disengaging device (Filters)
- Pipe line
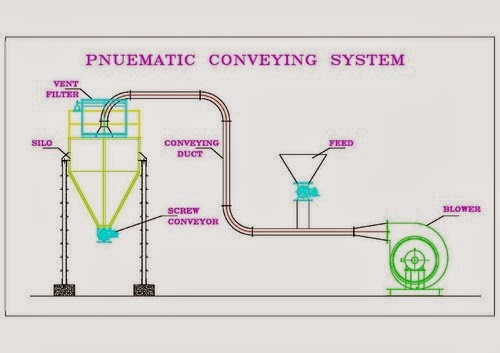
Principle of operation:
The pneumatic conveyor system consists of a source of compressed air, a means of feeding the product into the pipeline, and a receiving hopper fitted with a means of separating the conveyed product from the conveying air. The blower or compressor supplies the compressed air to the conveying system. This compressed will travel towards the less pressure side (positive pressure system). The solid material is fed into the air stream by means of feeder device like a rotary valve or screw feeder or venturi feeder etc. There by the solid particles are conveyed to another location by the travelling air. The product is separated from the conveying air by means of filter at the destination.
Classification of pneumatic conveyors:
a. Based on method of carrying:
- Dilute- phase: In the case of dilute phase flow, the bulk solid is conveyed in suspension with the particles more or less uniformly distributed over the cross section of the pipe. To keep the particles in suspension in the pipe line it is necessary to ensure that the conveying velocity does not fall below a certain minimum value which for the majority of bulk solids, is about 13 – 15 m/s.
- Dense-phase: When the conveying velocity is less than that required to keep the bulk solid in suspension and particles begin to settle to the bottom of the pipe, the flow is said to be in a dense-phase mode.
b. Based on pressure:
1. Low pressure conveying systems
i. Positive-pressure systems.
ii. Negative – pressure (Vacuum) system: In vacuum conveyor system bulk solid is picked up at inlet end of the conveying line and transported by the flowing gas to the discharge end. The basic difference is the air mover is at the discharge end of the pipeline. The other differences are the components required to feed the bulk solid into the conveying line and to separate it from the gas at the discharge point.
Since the conveying gas finally has to pass through the fan or blower, it is important to ensure that the solid material is adequately separated from the gas. Thus a high-efficiency gas/solid disengaging device is an essential requirement. Since the solid material does not have to be fed against an adverse pressure, the feeding mechanism is simple.
2. High pressure systems: The conveying method will be in dense – phase. The blow tank provides the means for feeding the bulk solids to be transported into the pipeline. In this system product is delivered to the pipeline in batches as the blow tank is filled and emptied. The blow tank is essentially a pressure vessel, which is gravity fed with product from the top and then, after closing the feed valve, and with the valve on the conveying line closed, is pressurized. With the compressor still operating, the outlet valve is opened and conveying starts
c. Based on velocity:
1.Low velocity conveying
2.High velocity conveying
Hydraulic conveyor Principle
Hydraulic conveying of solids involves the conveyance of solid particles in suspension in a moving liquid.
Roller conveyors Principle
Roller conveyors: These conveyors are used in our plant to transport bags. Rollers are available in a wide variety of constructions with tube end either bored or formed to take the bearing insert. The roller conveyors are powered with a pressure belt in contact with the lower surface of the rolls or the most expensive of the powered roller units are those in which each roll is equipped with V-belt or chain drives. The rotating roller will result to move the bulk solids like palletizer etc which is placed on the roller. There by transported bulk solids from one place to another place by the roller conveyor.
Chain conveyor Principle
Chain conveyor: These conveyors are used in our plant to transport palletizers. These devices for handling containers are available in either roller chain designs or other type. Chain conveyors are used only on loads which are too heavy for economical handling by belt or roller units, or which have odd shapes and not suitable for roller units. The end less chain will be made to travel between the sprockets which results to move the palletizers placed on the chain.
Bucket elevators Principle
Bucket elevators: These elevators are used to transport the granular material vertically. The essential components of the device are
- An endless belt or chain as a traction element to which are attached a series of carrying vessels or buckets
- A single or double casing, which serves to enclose or partially enclose the moving buckets.
- A head at the upper end of the elevator which includes a belt pulley or chain wheel to turn the traction element and a suitable discharge chute…
- A boot at the lower end which again includes a belt pulley or chain wheel, a tensioning device, and a means of feeding the material to be conveyed so as to ensure optimum filling.
Vibratory conveyors Principle
Vibratory conveyors: Vibratory conveyors are commonly used to carry a wide variety of particulate and granular materials. The vibratory conveyor consists of a trough, which is supported on or suspended by springs or hinged links and caused to oscillate at high frequency and small amplitude by an appropriate drive mechanism. The fundamental action of the vibrating trough on the bulk material carried in it is to throw the particles upward and forward so that they advance along the trough in a series of short hops.






Thanks for mentioning that in order to make belts endless, vulcanized splice and mechanical fasteners. The company I work for is thinking of hiring a conveyor belt vulcanizing company because they’re considering upgrading all of the belts in our house to materials that are unpenetrable to moisture. It seems like a good idea to consider hiring a reputable company that can help us seal the edges of the belting material so that they’re more durable and last longer.
Dear Sir/Ma’am,
We are carrying out flash recycling of rubber rolls into fine rubber particles and rubber powder using a cracker mill machine. For this application, we require a suitable conveyor system to collect the discharged material and feed it vertically back into the process 3-4 times.
Kindly suggest an appropriate conveyor type that can handle minute rubber particles and powder efficiently, along with your technical proposal and commercial quotation.
We also request you to share relevant installation videos of similar conveyor systems supplied by you, so that we can assess the suitability of your solution for our requirement.
Looking forward to your response.
Regards