Assume there are sixteen stations along a conveyor system.
The stations are numbered from 0-15 with station zero being the first (i.e. the point where parts enter the conveyor).
Parts are to advance along the conveyor at the rate of one station every four seconds.
A part may or may not be at a given station at any point in time.
An input sensor I:0.0/0 is used to detect a part entering the conveyor.
At station 5, parts are checked for defects and an input sensor I:0.0/1 is energized if the part is defective.
At station 10, any defective parts are to be removed from the conveyor by energizing output O:0.0/0.
Write an efficient ladder logic program for this process.
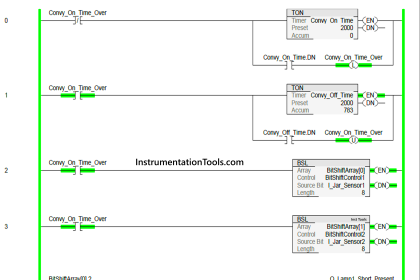
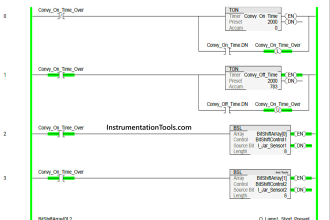
PLC Conveyor Ladder Logic Program

You can share the detailed explanation of above PLC ladder logic with comments section.
Author: Dr. D. J. Jackson
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next: