Turbo-compressor turning gear chamber excessive oil belch posed indefinite plant shutdown threat eliminated on stream and recurrence eliminated.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | High Speed, Hi KW Major Rotating Machines |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of one or two decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Turbo-Compressor Problem
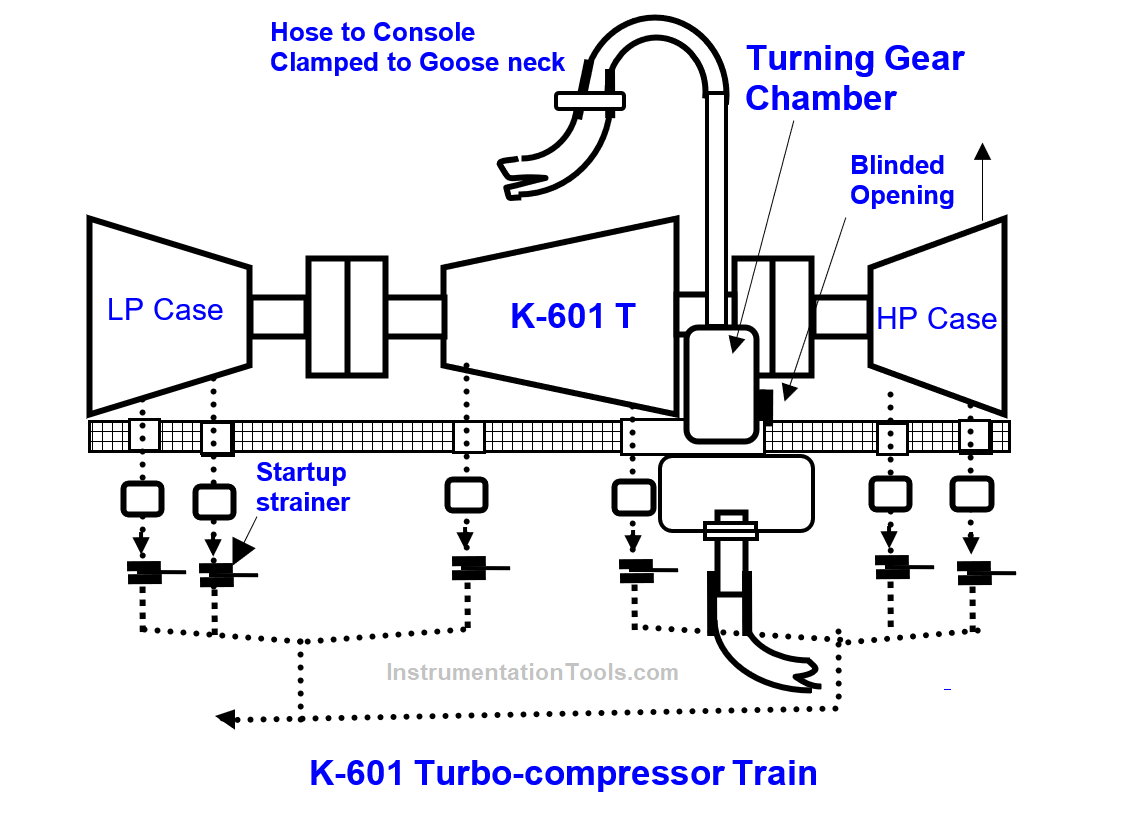
Operators reported turbo-compressor (K 601 T) Turning Gear Chamber (TGC) vent oil trickle.
The author recommended running the machine till finding a cause because of no change in machine noise, shaft and casing and rotors extremely low at start vibrations, all temperatures normal sight glasses (SG) seen copious oil discharges, lube and seal oil systems’ correct controlled pressures, etc. assured compressor train safety.
The plant management agreed with this, to meet the committed high-value export orders, to avoid penalties, and above all image as a reliable NH3 supplier Loss.
Few Words on TG Mechanism
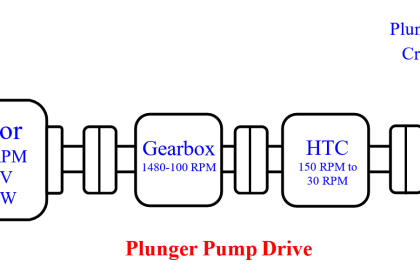
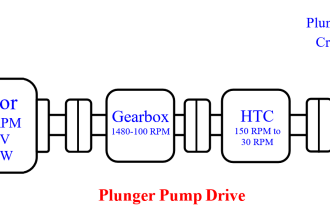
For new readers’ benefit, TG, a motor or hydraulic driven device rotates large turbine rotors at around 100 RPM. Small quantity steam admission evenly heats rotor to the final temperature. This step prevents bent rotor problems.
Operators, after few minutes of 100-RPM run stop the turbine, disengage the TG, gradually admit steam via the Trip Throttle Valve, and ramp the turbine to the rated speed in about 30 minutes.
First Aid
The author got a 1” hose clamped to GN vent to convey the trickle to the lube oil console for oil recovery, housekeeping, and freedom from slip hazards.
The author insisted on well clamping the hose to the GN and along the route adequately, to avoid potential hose pull out and its associated problems, should the trickle turn to torrent. Days rolled on, but none guessed the problem’s probable cause!
Trickle turns to torrent
Shift operating supervisor’s frantic midnight telephone call fortnight later informed the author of sudden slightly bulged hose, its tremendous oil discharge rate into the console and shot up 850C bearing outlet oil temperatures.
The author with nothing possible immediately thanked God for the foresighted well-clamped and supported hose that averted a catastrophic unplanned rush shutdown.
Guessing the Root Cause
The author guessed the TG is somehow full →, the gears churn pressures the oil →; hence, the bulged hose shown an oil torrent to the console and the excessive oil outlet temperatures.
RCA query how led to further guess: choked oil drain lines! 5-microns filtered oil flow choking the SS-316 2” branch drain‑pipes and 4” drain oil header looked ridiculously absurd! In the absence of other guess, TG rapid drain seemed the immediate second aid.
The author increases TGC drain rate
GNV size prevented increasing the hose size for more rapid discharge.
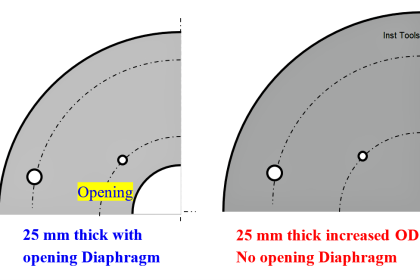
In addition, the TG top drain will keep the TG oil fill, continued oil churn, and high temperatures. The author looking for a larger opening to drain luckily found TGC bottom 100×100 mm large opening.
Crew hacksawed the fouling floor grill cautiously and slowly with a direct water jet on the hacksaw to guard against potential fire hazards in the synthesis gas compressor area. The 55O C ambient temperature made the tough task still tougher.
The crew positioned suitably and secured a shop-made 600x300x80 tray to collect the oil drain. They clamped a 3” hose to the tray-attached nozzle (fig 12) to drain the oil into the lube console. TG opening blind nuts flush with stud ends prevented studs-removal the usual way.
A technician unscrewed the nut, pump plier gripped the stud sandwiched between two Al strips, unscrewed a corner stud, and screwed in a longer stud; likewise, in the opposite corner too.
20 mm blind back up from the opening drained the oil into the tray at a high rate oil level build up in the TGC; the connected hose drained the oil into the console.
Rapid oil drain emptied the TG; oil churning and the top vent connected hose bulge vanished. Bearings outlet oil temperature reverted to 650C in 30 minutes.
The jubilant all shouted ‘hurray’, clapped hands, and heaved a sigh of relief! The jubilant all retired for well-earned few hours’ sleep after the very hectic and stressful long workday.
RC Found
This innovative first aid averted a surprise outage and enabled delivering the committed large ammonia export orders. However, the oil belch Root Cause (RC) still eluded all!
Root Cause found
A day later, the author traced the oil drain lines to the console. A tail protruding flange joint at each of the 2” branch lines feeding the 4” drain oil header surprised him. Wondering what it could be, he reviewed the drawing.
He should have done it first! However, like most troubleshooters, he too was a victim of the age-old plant joke, “when everything else fails read the instruction books and the drawings”.
The drawing told these are temporary strainers (TS) to block construction debris e.g. welding rod ends, cotton waste, etc. reaching the console, passing the pump strainers, and damaging the pumps. It instructed removing these during a scheduled TA or at opportune SD.
The innovative diagnosis & first aids benefits
below listed are the innovative diagnosis & first aid benefits:
- Enabled running the plant till the 18‑months later scheduled turnaround (TA). Inherently healthy machine run with well below limit vibration levels and bearing oil temperature well within limits thanks to the sound and reliable first aids
- The debuting plant fulfilled the ammonia export order commitments at lucrative prices and avoided slipped supplies severe penalties
- Thus, the plant not only made a huge profit, but established its image as a reliable NH3 exporter
Root Cause removed forever
The crew removed TSs during the TA and found tramp iron powder and granules fill prevented the oil from draining back into the ground level console. Fitting back the filter after cleaning removed the root cause forever.
A commissioning period operation engineer told that they wrecked TG two months after commissioning and speed ramp the turbine by steam admission via a 1” bypass valve across the main block valve. He added the debris is probably from the wrecked TG internals.
The author, who joined several months after commissioning was unaware of this event; even his put history cards missed recording this event.
The author ordered TG internals set for future safest turbine speed ramping.
No post-TA oil spew even with TG chamber opening cover bolted tight pleased all immensely. The crew removed and saved the hoses; however, on the author’s instruction, they left the tray as it is; as the crew would junk the no other ready use tray.
On the other hand, in position, curious newcomers would ask why the tray, learn about the innovative problem solving despite severe constraints, and get inspired to troubleshoot difficult problems successfully.
The plant crew readied the TG with the received from the vendor internals during a suitable opportunity a year later.
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Process Air Compressor Overhauls
- Heat Exchanger Root Cause Analysis
- Mechanical Variable Speed Drives RCA
- Compressor Case Discharge Temperature
- TEFC Motors Rampant Winding Burnouts