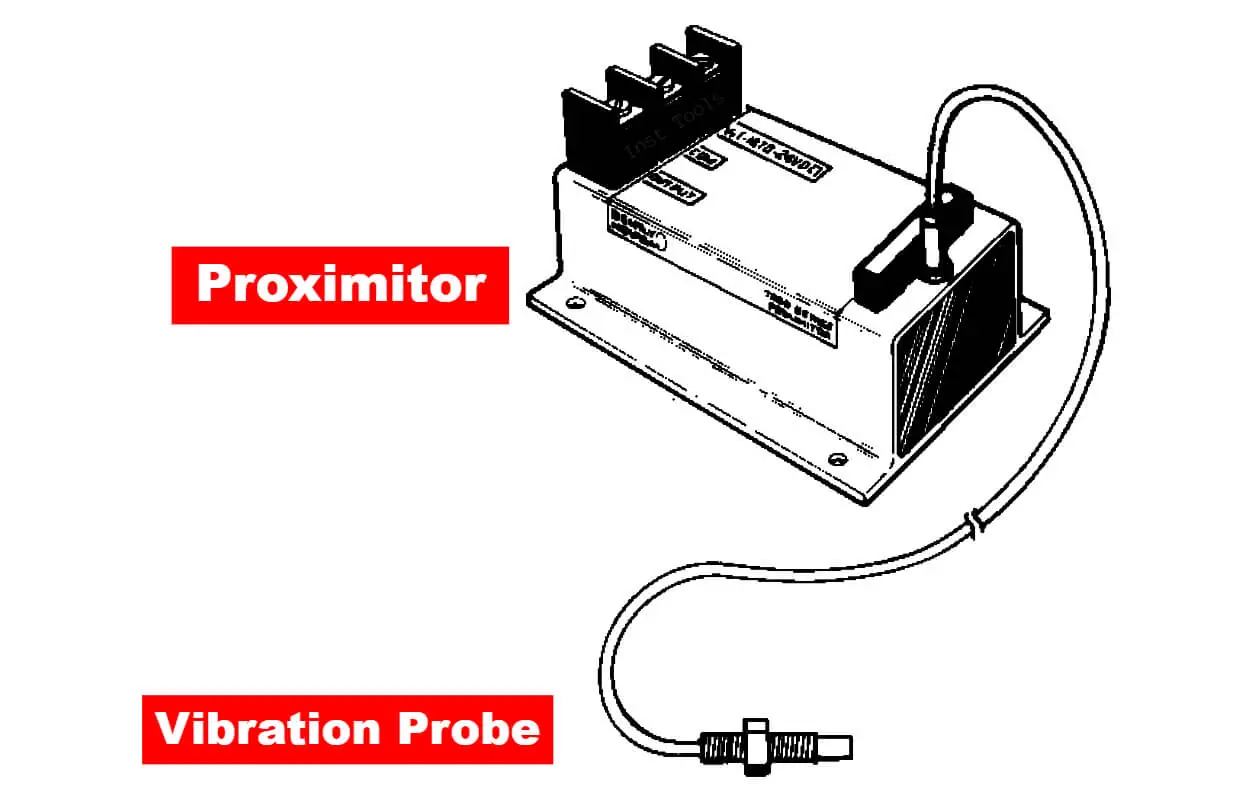
Today in this article we will discuss about one incident that occurred in a plant where a vibration probe was installed for the centrifugal compressor.
The vibration probe was ok, but still, the vibration probe was not responding to the actual vibrations in the compressor.
Vibration Probe Problem Statement
A centrifugal compressor installed in one plant had 2 vibration probes installed per stage. The compressor was opened for planned maintenance activities and all the instruments were removed.
After the box-up of the compressor, the compressor was started. After the compressor start-up, 30 minutes later one observation came.
For one particular stage, one probe (Probe X) was showing vibrations of 0.5 mm/sec while another probe (Probe Y) was showing a constant reading of 0 mm/sec.
After 15 more minutes, Probe Y went to an alarm level of 0.9 mm/sec while probe X was still at 0 mm/sec. Immediately, the compressor was stopped for inspection.
Root Cause Analysis for Vibration Probe
So what can be the probable reason for vibration probe X not responding?
Probable Problem 1: Vibration probe X became faulty.
This probable problem is ruled out as during linearity check and response check, the system responded satisfactorily. Also, the resistance of the vibration probe was ok.
Probable Problem 2: The extension cable of vibration probe X became faulty.
This problem was ruled out as, during linearity check and response check, the system found ok. Also, the resistance of the extension cable was ok.

Probable Problem 3: Proximitor became faulty
This problem was also ruled out as, during linearity check and response check, the system response was found ok.
Probable Problem 4: No vibrations in the compressor
This problem rules out as vibration probe Y captured vibrations and after opening the compressor, the mechanical team found the problem.
Probable Problem 5: The gap voltage was not set properly.
This problem was ruled out because before removing the vibration probe, the gap voltage was checked and found ok.
Probable Problem 6: Loose connection in the vibration probe system
This problem was ruled out as, during the response check of the system, the system was found ok.
Probable Problem 7: Standard Maintenance Procedure for setting gap voltage not followed
This might be the probable reason as everything else was found ok.
Observations
Observations after opening the compressor again:
- Mechanically department opened the compressor and found the issue on the impellor side (this decision came because in past also vibrations were high for that particular stage).
- The instrumentation team checked both vibration probe gap voltage and found ok.
- Resistance of both vibration probes, both extension cables checked. All found ok.
- Both vibration probe’s linearity and found ok.
- Vibration probe X’s response was checked with calibrator TK-3e and found ok.
- Physically also both vibration probes were ok. But for vibration probe X, some dust particles were present on the tip of the vibration probe. Also during the reinstallation job of the vibration probe, the standard maintenance procedure was not followed.
What went wrong?
Before removing the vibration probe after the problem occurred, the length (length outside the compressor) of the vibration probe was noted down.
After checking everything and declaring all three elements ok i.e. vibration probe, extension cable, and proximitor.
The vibration probe was again inserted. This time the insertion length was more as compared to the length which was noted before removing the vibration probe.
On discussion with the technician who inserted the vibration probe after the compressor shutdown, he told that he did not push the vibration probe inside till the tip of the vibration probe touched the shaft.
The standard procedure for setting gap voltage is to first insert the vibration probe fully till it touches the shaft or the body whose vibration is to be measured. This is done to remove the magnetic effect on the vibration probe due to the surrounding.
So the technician directly inserted the vibration probe and in between somewhere on the threading, there was foreign material which was found on the probe tip. Because of this material, the vibration probe’s gap voltage became ok.
But actually, the vibration probe was far away from the shaft. Hence the actual vibrations of the shaft were not captured by the vibration probe.
So minor foreign particles, as well as standard maintenance procedures (SMP) not being followed, were the two main reasons for this cause.






Root causes of vibration probe
Hi Santosh, this is indeed a very good case study. However the initial content of this case study requires to be revisited & checked for correction. Initially Article says that X probe is fine & Y probe having issue but later on the article confused with saying that X probe is having problem & Y probe is fine.
Regards
Shahid
ISO CAT IV Mobius.
There’s a bad mood reading for the proximity sensor when installing on the bum…, change the sensor and cable same problem…, what the reason!!?
Hello,
The topic that has been raised is illogical, or the explanation provided is insufficient