In 2005, several units of the BP refinery in Texas City were shut down for maintenance jobs. For this shutdown job, many BP employees as well as contractors were engaged 24*7.
Also, around 10 trailers were placed near the industrial plants for these contractors to do meetings and other purposes like rest and lunch. One of the plants that was near these trailers was the isomerization unit. The distance between the isomerization unit and these trailers was less than 250 meters.
BP Refinery Explosion
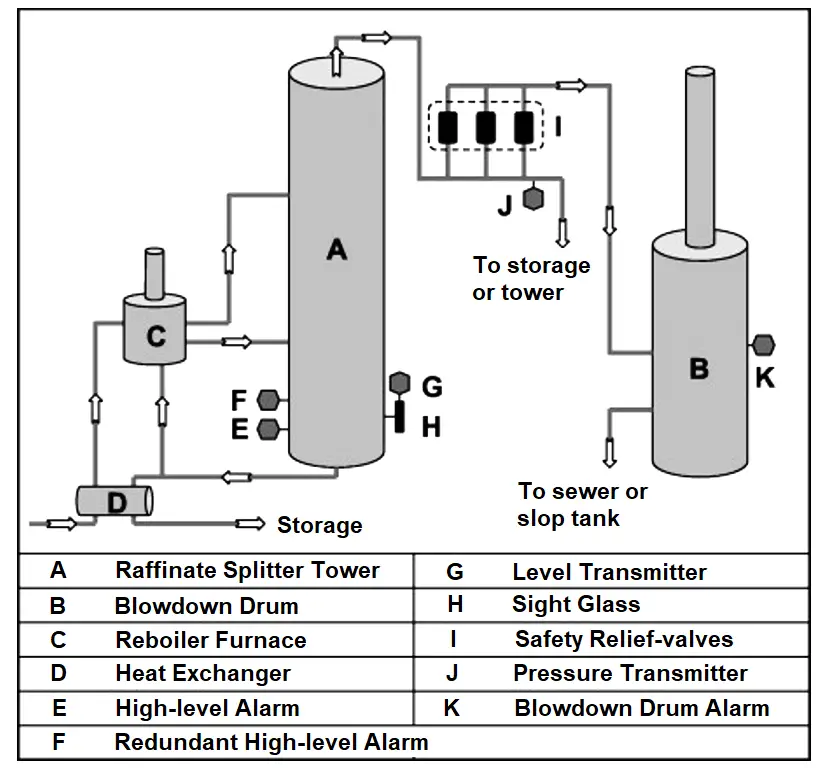
On 23rd March 2003, in the early morning around 02:05 am, the isomerization unit was started after these maintenance activities. The operator started feeding the raffinate inside the splitter tower which is one of the steps of start-up. This splitter tower has a level transmitter which had a range of 9 feet. No other level indicator was used in the splitter tower.
As per the safe operating point, the level was supposed to be maintained near 6 feet, but usually during the start-up, the crew members maintained a level above 9 feet to avoid damage to the furnace due to the low level. While filling, a high alarm actuated but another alarm at a higher level did not actuate. After some time, the feed to the splitter tower was stopped. At this time, the level was 13 feet. The level indication was 100 %.
Now, before an hour of the shift ended, the lead operator left the control room and updated the log book. A new board operator arrived to attend the shift in the morning. This was his 30th shift (12-hour shift without any week off). He read the logbook. But in the log book, the splitter tower’s level was not mentioned.

An hour later, the day shift supervisor reached the control room. He did not receive any brief status of the unit start-up activity. The board operator resumed the unit start-up and started feeding the raffinate into the splitter tower. The control valve which controlled the level of the splitter tower was left closed which resulted in more level build-up in the splitter tower. To increase the temperature in the splitter tower, the associated burners were lit.
After a few hours, due to some medical emergency, the day shift supervisor left the site and now only the board operator was present to look after the start-up and other ongoing jobs. The level was still increasing in the splitter and went above 95 feet. The level indicator still showed 9 feet. An alarm was generated which indicated high pressure inside the splitter.
To control this high pressure, the valve to blow down the drum was opened and also, the furnace was turned off. The valve to the storage tanks from the splitter was also opened. The flow to storage tanks was routed through the heat exchanger which exchanged heat with feed to the splitter tower. This increased the temperature of the feed to the splitter to 140 degrees Fahrenheit.
Due to this increased temperature, the liquid started boiling and started coming out of the vapour lines from the top. The high pressure also opened the relief valves and passed this liquid to the blowdown drum. The blowdown drum also got filled fully and began to spill the liquid into the process sewer.
The high-level alarm of the blowdown drum also did not work. As a result, the hot flammable liquid spilled like spray and formed a huge vapour cloud in 90 seconds only which covered the trailers and a standing truck that already had its engine in running condition.
This truck ignited the vapour cloud which led to heavy destruction to nearby areas and fires. Unfortunately, the trailer was also occupied by contractors who have returned to the trailers for meetings. This led to the death of 15 workers and 180 of them got injured.
What we should learn from this refinery accident?
- Always pay attention to every minute detail and mention it in the log books or other records (in this case, the level inside the splitter tower was above 9 feet and this was to be mentioned specifically. This needed extra attention).
- Always give proper hand over take over to the relieving shift crew and discuss every critical thing even if it is known by everyone (Even though it was known that the level indicator did not show a level above 9 feet, the operators could have discussed again about this level again inside the splitter tower).
- Follow the standard operating procedures (Here, the level was supposed to be maintained near 6 feet which was not followed).
- Identify critical equipment in your area (level transmitter in this case) and test it at regular intervals as per PM schedule (In this case, the higher-level alarm did not appear. If PM was done properly, then this could have been known earlier).
- Interlocks help in preventing such accidents. Here if on high level interlock feed cut interlock was present, then this accident could have been prevented.
- Always have multiple equipment for critical applications (multiple-level transmitters could have been used in this case).
- Proper training for the crew members (the board operator was unaware of the hazards associated with high levels inside the splitter tower).
- Do not ask team members to work for longer time (the board operator who came in morning shift was attending his 30th continuous 12-hour shift)
- During start-up and shut-down activities, try to have sufficient manpower who know the process and are skilled at that particular job.
- During start-up and shut-down activities, try to vacant nearby places which are having human occupancy or let them know about the activities going on so that they can have an idea about everything happening near them.
There were multiple reasons out of which if few were followed correctly, then also this accident would have been prevented.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Process Air Compressor Overhauls
- Root Cause Analysis for Plant Trip
- Malfunctioning Inlet Check Valves
- Refrigeration Compressor Turbine
- Erratic Stroking of Control Valves