Root Cause Analysis (RCA): Malfunctioning inlet check valves caused 5-year long chaos at each stop/trip of the compressor.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | High Speed, Hi KW Major Rotating Machines |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of one or two decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Malfunctioning Inlet Check Valves Problem
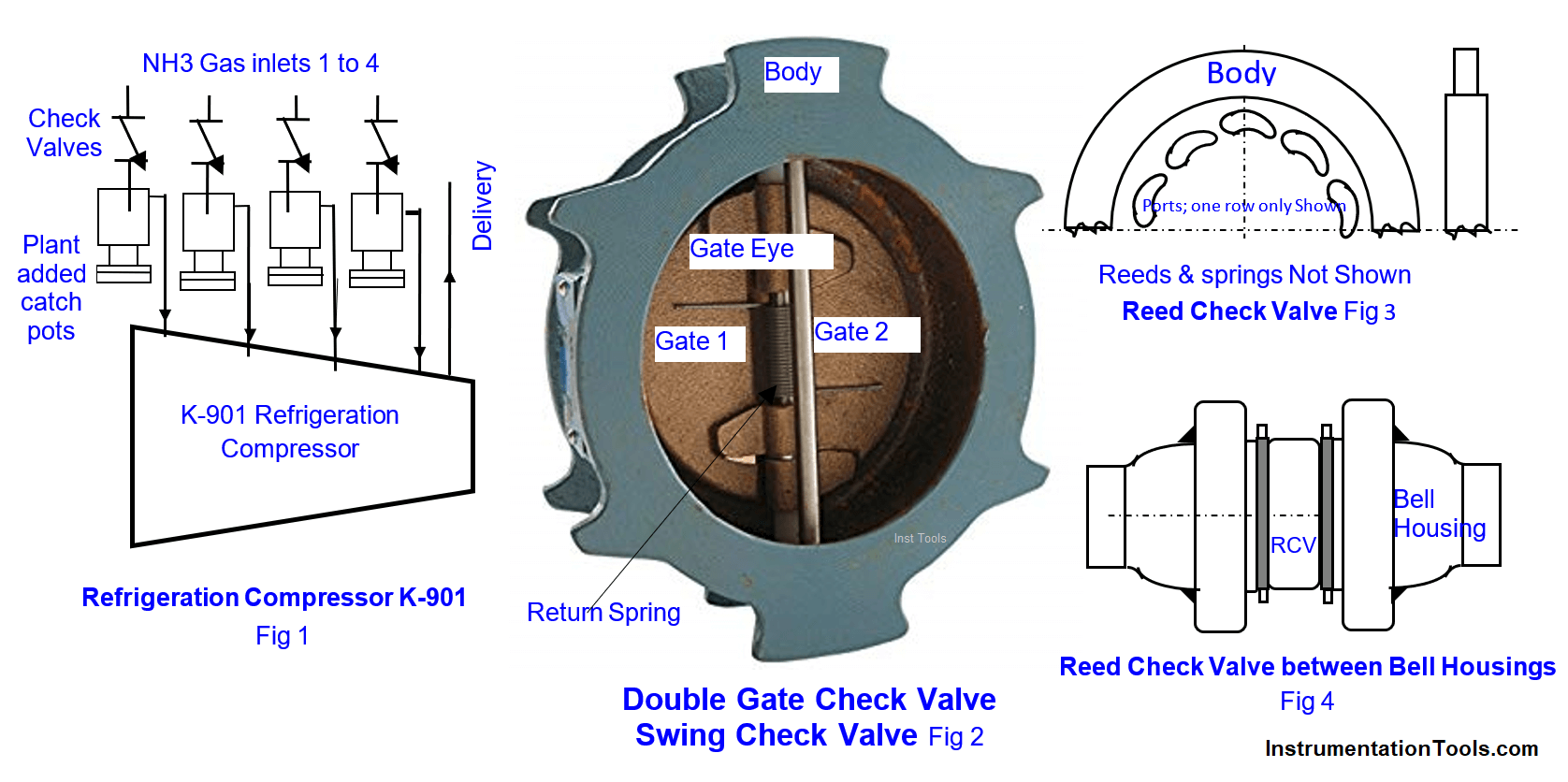
The refrigeration compressor (tag is K-901) (Fig 1) draws gaseous ammonia from multi-stage flash drum four compartments of pressures 300 mm WC, 0.52 bars, 2.20 bars, 4.70 bars, 9.14 bars and delivers at 17 bars to the fifth compartment.
A check valve (CV) at K-901 each inlet prevents gas from the higher-pressure stages pressurizing the lower pressure stages via the compressor in case of machine trip or intentional stops.
Few months after the commissioning stop first compressor put the plant in panic: K‑901 system relief valves popped. Obviously, it upset the upstream plants too seriously. The operation engineer informed that one or more inlet check valves not closing could be the reason.
Technicians randomly downed CV1 & CV4 and found broken gate-eyes, through which the shaft passes, and return springs. Hence, downed other check valves had broken gate eyes and return springs.
The author then instrument engineer insisted compressor disassemble paid: inside found debris removal prevented potential compressor wreck.
Check Valve Improvements
The plant engineer got the eyes welded to the gates with extra weld runs and slowly cooled the welds by covering them with thick insulation to relieve the stress for increased weld strength.
A local spring maker duplicated the springs using the borrowed from the warehouse springs as a model. The crew assembled revamped double gate swing CVs went online.
In addition, as an abundant caution, they added the author insisted debris catch pots – fig-1 thin lines items – at K-901 each inlet.
The compressor tripped a few months later due to a vessel hi-hi level. K-901 this stop also ended in popped relief valves panic, due to broken check valve parts as in the last instance.
The added suction catch-pots trapped the debris and saved potential compressor wrecks, expensive repairs, and long plant shutdown.
Apparently, the CV strengthening was futile. As an immediate measure, they repaired all CVs as best as they could and started the plant.
Non-reliable CV posed plant problems solved
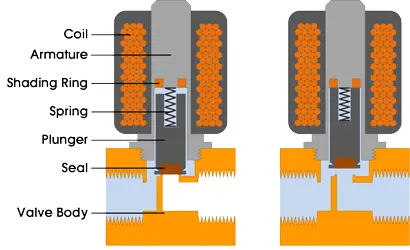
The author on becoming Maint Manager realized that even the strengthened welds were inadequate to handle the heavy gate closing impacts. Hence, he looked for other design CVs. He recalled a Tech Journal ad on ‘Reed Type Check Valves (RCV; fig 3 & 4)’.
RCVs are almost piston compressors’ Suction and Discharge Valves. Gas flow pushes the numerous about ½-mm thick reeds open to allow forward gas flows through the several arc-shaped ports distributed around a 50 mm thick metal body B.
Downstream pressure and small return springs – not shown in fig – force press the reeds against the ports and block reverse flow.
The low mass short travel reeds open and close the ports softly and impact free; hence, the infrequently operating RCVs too would last forever, as similar design piston compressors suction and delivery valves opening and closing as high as 750 times a minute – a very severe duty indeed -, require reconditioning after a year or even longer service.
Problems free RCVs
However, bell housings (BH fig 4) installed larger than line size RCVs were necessary for the given ▲Ps.
Fabricating these in‑house using surplus pipeline expanders and flanges avoided RCV import costs by 60%.
Modification Benefits
Modification Benefits are:
- Never failed CVs prevented the K‑901 former stops / trips panics and repeat futile CV repairs tasks and long downtimes
- K-901 boosted on stream hours increased the production 5%
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Process Air Compressor Overhauls
- Heat Exchanger Root Cause Analysis
- Mechanical Variable Speed Drives RCA
- Compressor Case Discharge Temperature
- TEFC Motors Rampant Winding Burnouts