A Rupture Disk is a non-reclosing pressure relief device actuated by static differential pressure between the inlet and outlet of the device and designed to function by the bursting of a rupture disk.
A rupture disk device includes a rupture disk and a rupture disk holder.
What is Rupture Disk ?
A rupture disk holder is the structure which encloses and clamps the rupture disk in Position

Terms Related with Rupture Disc:
Burst Pressure:
The burst pressure of a rupture disk at the specified temperature is the value of the upstream static pressure minus the value of the downstream static pressure just prior to when the disk bursts.
When the downstream pressure is atmospheric, the burst pressure is the upstream static gauge pressure. The specified burst pressure is the burst pressure specified by the user.
Now the manufacturer takes the min of two rupture disc per lot and performs the test.
Here comes the two term Marked burst pressure and Manufacture range.
Marked Burst Pressure:
The marked burst pressure, or rated burst pressure of a rupture disk, is the burst pressure established by tests for the specified temperature and marked on the disk tag by the manufacturer.
Now what value is to be marked? It may be specified burst pressure or any value other than specified burst pressure. It is decided by manufacturer range.
Manufacturer Range:
The manufacturing range is the pressure range in which the rupture disk shall be marked. Manufacturing ranges are usually catalogued by the manufacturer as a percentage of the specified burst pressure. Catalogued manufacturing ranges may be modified by agreement between the user and the manufacturer.
For zero manufacturing range rupture discs, a minimum of two burst tests per lot of rupture discs are conducted to determine conformance with the customer’s specified burst pressure. The rated (stamped) burst pressure appearing on the tag will be the customer’s specified burst pressure.
For rupture discs with -5%, -10%, -2.5psig, or -5 psig manufacturing ranges, the rated (stamped) burst pressure is established by bursting a minimum of two discs per lot and averaging the actual burst results. This average burst pressure is the rated (stamped)
burst pressure which will appear on the rupture disc tag.
Now here it is best to tell about Burst pressure tolerance. Burst pressure tolerances the variation around the Marked burst pressure (not around specified burst pressure ) at the specified disk temperature in which a rupture disk shall burst.
In order to maximize the life of the rupture disc, manufacturer recommends the maximum operating pressure for rupture disc called Maximum Recommended Operating Pressure. Reverse-acting rupture disks provide satisfactory service life when operating pressures are 90% or less of marked burst pressure (90% operating ratio). Consult the manufacturer for the actual recommended operating ratio for the specific disk under consideration.
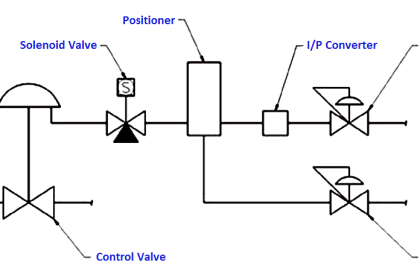
Also Read: Fundamentals of Control Valves








Admin of instrumentationtools.com Excellent & Superb.
Article useful, the main thing that helped people, Respect to you!
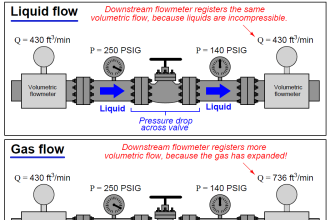
Good article, Just wondering what shall be difference between a design fit for Gas and Another for LIQUID service?