This is a PLC Program to Separate Different Size Objects.
PLC Program to Separate Different-Size Objects
Problem Description
Two different-sized objects are being moved on the conveyor. Two different-sized objects should not be packed in the same box. They need to be separated.
Implement automation for this process in PLC using ladder language.
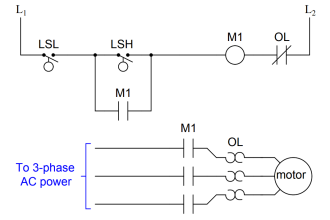
Problem Diagram

Problem Solution
Here as shown in the figure, different-sized objects are moving on the conveyor. we need small-size objects to be on the main conveyor and whenever big-size objects come then those are to be sent to adjacent conveyor.
Big-size objects are to be diverted from the straight conveyor to the adjacent conveyor which is connected to the main conveyor.
Here proximity switch is used to detect big-size objects and solenoid operated gate is used to divert the big size objects after detection.
The conveyor is running on fixed speed so timer is used to operate gate after big size object is detected.
Also Read: PLC Program for Sequential Motor Control
List of Inputs & Outputs
Inputs List
- START PB :- I0.0
- STOP PB :- I0.1
- Big Size Object detector :- I0.2
Outputs List
- Master coil :- Q0.0
- Solenoid operated gate :- Q0.1
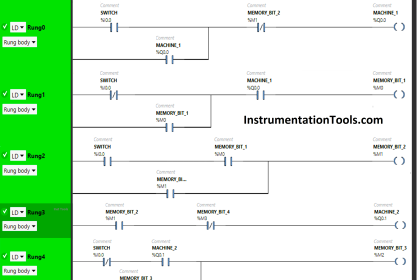
PLC Ladder Diagram for Separate Different Size Objects

Program Description
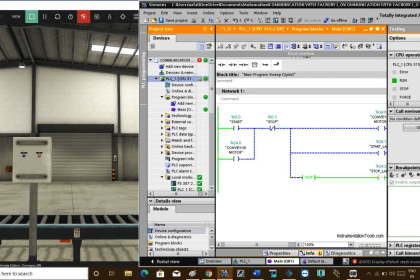
For this application, we used S7-300 PLC and TIA portal software for programming.
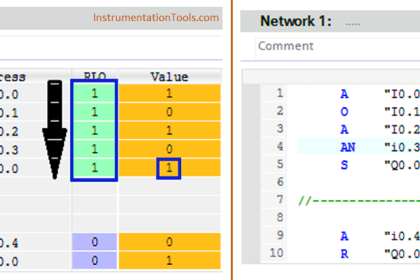
Network 1:
When we press START (I0.0) push button then master coil (Q0.0) will be ON. It can also be stopped by pressing the STOP (I0.1) push button.
Network 2:
When proximity switch (I0.2) detects the big size object, it energizes solenoid operated gate (Q0.1).
Network 3:
Here we assume that big size object takes 10 seconds to transfer from main conveyor to adjacent conveyor. Hence after 10 seconds gate will be de-energized.
Note :- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple concept of separating objects, we can use this concept in other examples also.
All parameters considered in example are for explanation purpose only, parameters may be different in actual applications. Also all interlocks are not considered in the application.
Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Automatic Empty Bottle detection using PLC
- PLC Selective Execution of the Application
- Counting Moving Objects on Conveyor
- Siemens S7 1200 PLC configuration in TIA
- PLC Controlling Sequence of Conveyors




Please i dont understand how you come about the adress %DB1.DBX6.0
Adams