This is the PLC Program for Automatic Empty Bottle detection. This logic is usually found in packing industries.
Automatic Empty Bottle detection
Problem Description
After completion of the filling process, the bottles are moved on the conveyor for packing process.
Here our objective is to Detect and remove if any empty bottle found on the conveyor.
Implement PLC program for this application using ladder language.
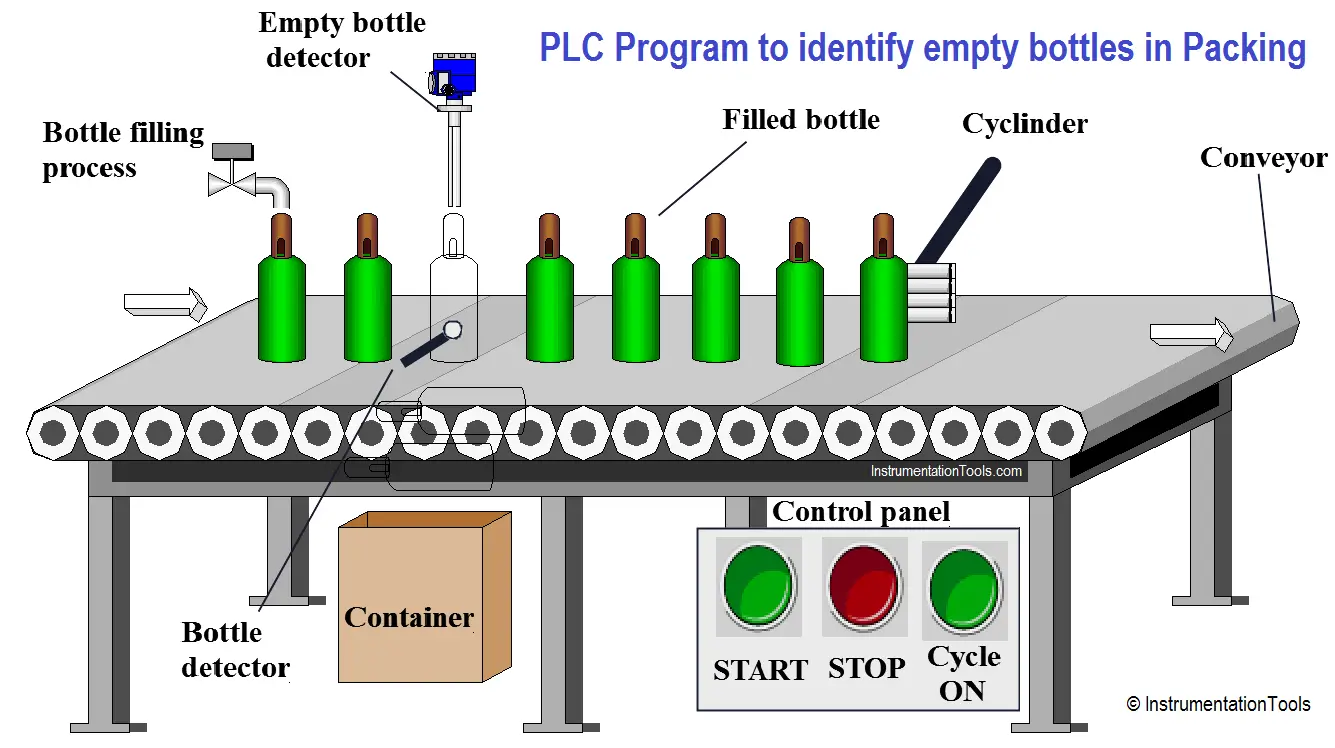
Problem Diagram
Problem Solution
For this application, we will use S7-300 PLC and TIA portal software.
In this example, we used two proximity sensors for bottle detection and empty bottle detection.
One proximity sensor is calibrated such that it detects only empty bottle and other one is calibrated such that it detects all bottle.
Conveyor used for bottle transportation. Cylinder is used to throw empty bottle out of the conveyor.
List of Inputs and Outputs
Inputs List
- Cycle START = I0.0
- Cycle STOP = I0.1
- Empty bottle detector = I0.2
- Bottle detector = I0.3
Output List
- Cycle ON = Q0.0
- Conveyor ON = Q0.1
- Cylinder ON = Q0.2
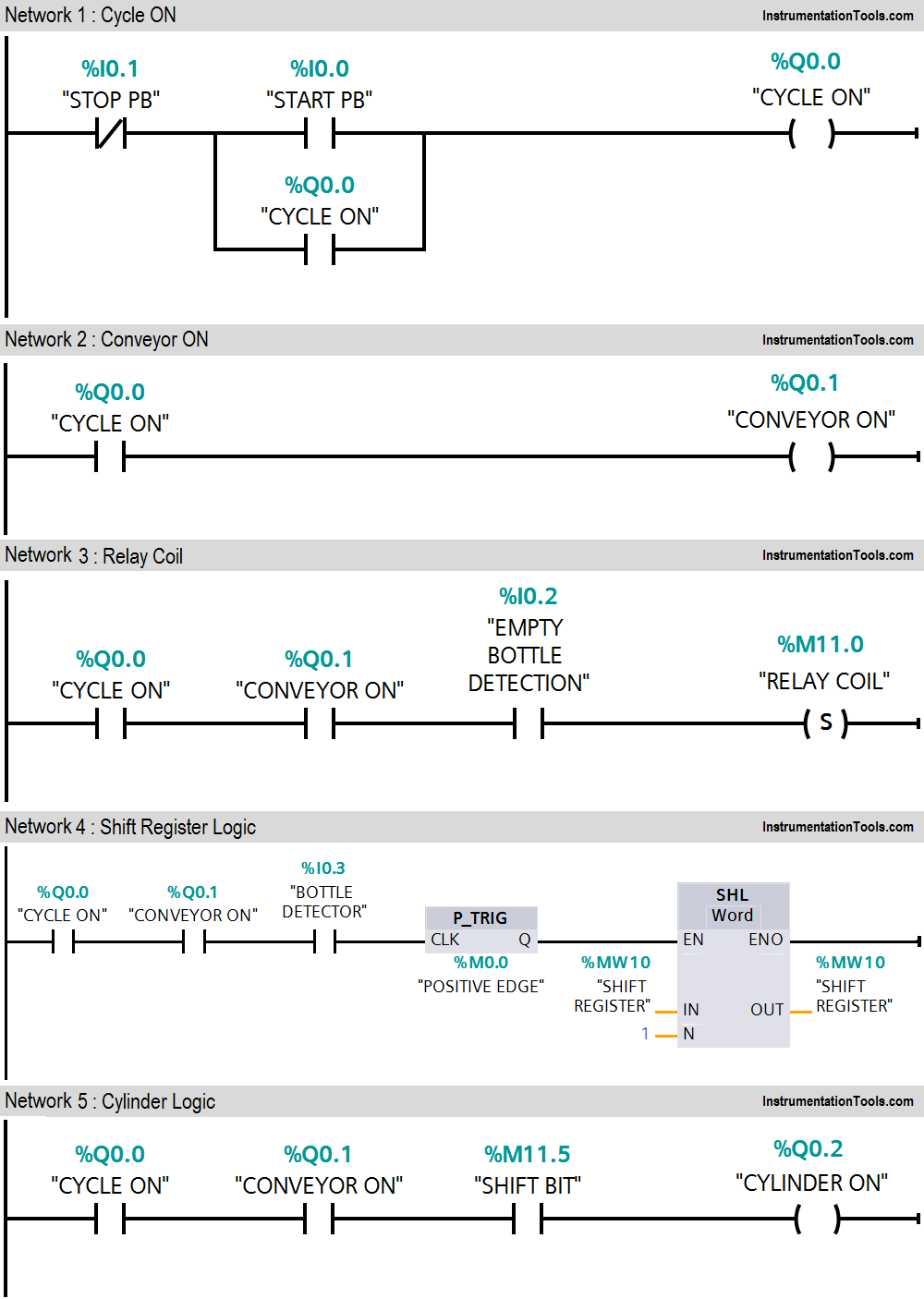
PLC Ladder Diagram for Empty Bottle detection
Ladder Logic Description
In this application, we have used Siemens S7-300 PLC and TIA Portal Software for programming.
Network 1
In network 1 we used latching circuit for cycle ON (Q0.0) output.it can be started by pressing cycle START PB (I0.0) and STOP by pressing STOP PB (I0.1).
Network 2
When cycle is ON, conveyor will be ON.
Network 3
When empty bottle is detected (I0.2), relay coil will be ON for internal shift register logic.
Network 4
Here bottle detector detects all bottles .Shift register will shift bit at every positive edge of bottle detector (I0.3).
Network 5
Cylinder is mounted after five steps. So when empty bottle is detected, bottle detector will count steps and after 5 steps it will activate the cylinder.
Note :- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is simple concept of empty bottle detection using PLC, we can use this concept in other examples also.
All parameters and graphical representations considered in this example are for explanation purpose only, parameters or representation may be different in actual applications. Also all interlocks are not considered in the application.
Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:




Have a nice day
Thank you for your cooperation. Kindly, I would like to get book or file contains all your tutorials.
Hope you will help me.
Best Regards