The permissible leakage tolerance in a pneumatic system cannot be critically defined. These pneumatic systems vary in characteristics; some are more tolerant of leaks than others.
Methods of Pneumatic Systems Testing
Current methods of testing vary widely in
a) Test pressures;
b) Static or cycling pressure; and
c) Time duration of holding test pressures.
Pneumatic system design should minimize the number of probable leakage sources.
Application
A pneumatic system pressure test may be used for the following:
a) To establish initial system integrity
b) To guide trouble-shooting activities
c) To re-establish system integrity after modification
d) To confirm system integrity after maintenance
Inspections and Testing
Initial Inspection
Confirm that the nameplate data is consistent with the system design criteria; e.g., pressure, capacity, and temperature.
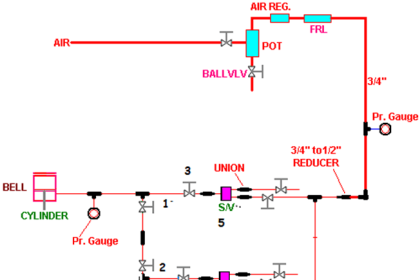
Verification of Air Path
Verify the air path from the air supply valve to the air-operated device by performing the following steps:
a) Isolate the air supply to the air-operated device
b) Disconnect the airline at the air-operated device
c) Set the instrument to deliver air to the air-operated device
d) Observe air flows from the disconnected line at the air-operated device
Pressure Test
Pressure testing should be performed after initial system or component installation, maintenance, and/or modification to verify the following:
a) Component and/or system operability and integrity at design pressure, for initial testing
b) Component and/or system operability at operating pressure, for in-service testing
c) System integrity
Technicians can use a bubble fluid, ultrasonic probe, or tracer gas-measuring device (electronic or infrared) to observe any indication of leakage.
Tests
It is necessary to test for dew point, lubricants, particles, and other contaminates. Tests or analysis must be conducted on initial start-up and periodically thereafter. However, continuous monitoring for dew point is strongly recommended.
It is necessary to monitor performance of individual system devices because improper use or malfunction can adversely affect system performance. For example, high dew point can result in component malfunction and system degradation.
Therefore, when high dew point problems occur, action should be taken to lower dew point within limits. Continuous dew point monitoring provides early detection and/or warning to help prevent high moisture content.
Dew Point Test
A maximum allowable dew point should be established. A continuous monitoring alarm system is recommended; however, periodic checks should be scheduled to help ensure delivery of instrument quality air to end-use devices.
Measure Moisture Content
Various methods are available for determining moisture content.
These methods include, but are not limited to, dew point instruments:
- dew cup,
- chilled mirror,
- cloud chamber,
- hygroscopic salts,
- electrical hygrometers,
- psychrometers,
- capacitance,
- spectroscopy, and
- thermal conductivity.
The dew point temperature value should be expressed at line pressure. If the determination is made at other than the line pressure, the measured value and the pressure of measurement also should be noted.
Lubricant Content Test
The maximum lubricant content should be as close to zero as possible, and under no circumstances shall it exceed one (1) ppm w/w or v/v.
Any lubricant in the compressed air system should be evaluated for compatibility with the end-use device. When using a lubricated compressor, oil contamination is likely.
Periodic checks and routine filter maintenance are required to ensure air quality.
Various methods are available for determining the lubricant content. These methods include, but are not limited to, microscopic techniques, infrared spectrometry, and ultraviolet molecular emission for liquids. Gas chromatography can be used for vapours.
Particle Size Test
A maximum of 40-micrometer particle size in the instrument air stream is acceptable for the majority of pneumatic devices.
Pneumatic devices that require instrument air with less than 40-micrometer particle sizes shall be provided with additional filtration to meet the particulate size limit for the device.
Periodic checks for particulate matter are strongly recommended, especially if operating problems are prevalent. Microscopic techniques normally are required for determining particle size.
Various methods are available for determining particle content. These methods include, but are not limited to, laser analyzers.
Other Contamination Test
The instrument air should be free of corrosive contaminants and hazardous gases, which may be drawn into the instrument air system. The air system intake should be monitored as applicable for contaminants.
If contamination exists in the compressor intake area, the air should be taken from a different elevation or a remote location free from contamination.
Examples of contamination sources are as follows:
a) Painting
b) Chemical cleaning
c) Engine exhaust
Read Next:
- Instrument Air Design
- Control System Spares
- Loop Diagram Purpose
- What is Nest Loading?
- Emergency Shutdown