This article discusses examples of applying the sequential program concept in the Schneider Ecostruxure Machine Expert-Basic software based on the vacuum cleaner application.
Schneider Electric PLC Timer Problem
PLC program has 4 buttons, the START_SYSTEM (I0.0) button is used to turn ON the system, the STOP_SYSTEM (I0.1) button is used to turn OFF the system, the SELECTOR_MODE (I0.2) button is used to select the mode to be Run, and the VACUUM_CLEANER_BUTTON (I0.3) is used to turn ON the VACUUM_CLEANER (Q0.0) output when the system is Running in Manual mode.
This PLC system can be Run in 3 modes, Manual, Timer, and Auto. The value in memory word MODE (MW0) will increase (+1) if the SELECTOR_MODE (I0.2) button is Pressed. When the value in memory word MODE (MW0) is equal to “3”, the memory word MODE (MW0) will automatically reset to zero “0” and the system returns to Manual mode.
If the START_SYSTEM (I0.0) button is pressed, the system will be in a Standby state. The system will be OFF if the STOP_SYSTEM (I0.1) button is Pressed.
In sequence-1, the memory word MODE (MW0) will be zero “0” and the system is in “Manual” mode.
In Manual mode, if the VACUUM_CLEANER_BUTTON (I0.3) button is Pressed, the VACUUM_CLEANER (Q0.0) output will be ON.
In sequence 2, the memory word MODE (MW0) will have a value of one “1” and the system is in “Timer” mode. In this Mode, the VACUUM_CLEANER (Q0.0) output will be ON for 4 seconds and will be OFF for 4 seconds. This situation will continue to repeat itself.
In sequence 3, the memory word MODE (MW0) will be two “2” and the system is in “Auto” mode.
In this mode, if the value in memory word DUST_LEVEL (MW1) is Greater Than Or Equal to “30”, then the VACUUM_CLEANER (Q0.0) output will be ON.
PLC IO Details
| Comment | Input (I) | Output (Q) | Memory Bits | Memory Word | Timers |
| START_SYSTEM | I0.0 | ||||
| STOP_SYSTEM | I0.1 | ||||
| SELECTOR_MODE | I0.2 | ||||
| VACUUM_CLEANER_BUTTON | I0.3 | ||||
| VACUUM_CLEANER | Q0.0 | ||||
| MODE | MW0 | ||||
| DUST_LEVEL | MW1 | ||||
| TIMER1 | TM0 | ||||
| TIMER2 | TM1 | ||||
| SYSTEM_ON | M0 | ||||
| IR_MANUAL_MODE | M1 | ||||
| IR_TIMER_MODE | M2 | ||||
| IR_AUTO_MODE | M3 | ||||
| IR_TIMER1 | M4 | ||||
| IR_TIMER2 | M5 |
Vacuum Cleaner PLC Programming
RUNG 0 (SYSTEM ON)
In this Rung, the memory bit SYSTEM_ON (M0) changes to a HIGH state when the START_SYSTEM (I0.0) button is Pressed. The memory bit SYSTEM_ON (M0) remains HIGH even though the START_SYSTEM (I0.0) button has been Released because it uses Latching.
If the STOP_SYSTEM (I0.1) button is Pressed, the memory bit SYSTEM_ON (M0) will become a LOW state.
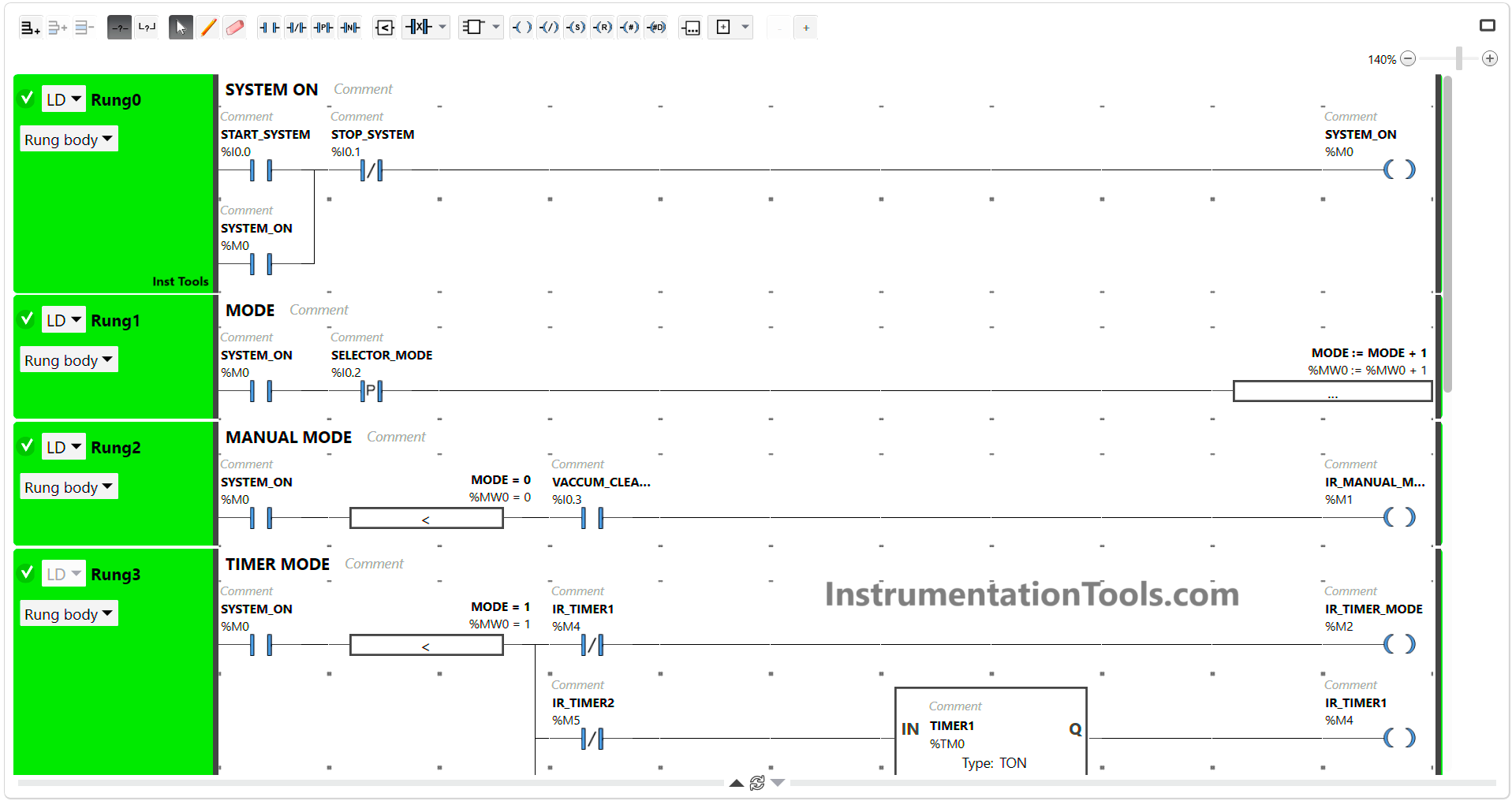
RUNG 1 (MODE)
In this Rung, the value in memory word MODE (MW0) will increase (+1), if the NO contact of memory bit SYSTEM_ON (M0) in HIGH state and the SELECTOR_MODE (I0.2) button is Pressed (once).
RUNG 2 (MANUAL MODE)
The memory bit IR_MANUAL_MODE (M1) will change to the HIGH state if the NO contact of memory bit SYSTEM_ON (M0) in the HIGH state and the memory word MODE (MW0) is equal to zero “0” and the VACUUM_CLEANER_BUTTON (I0.3) button is Pressed.
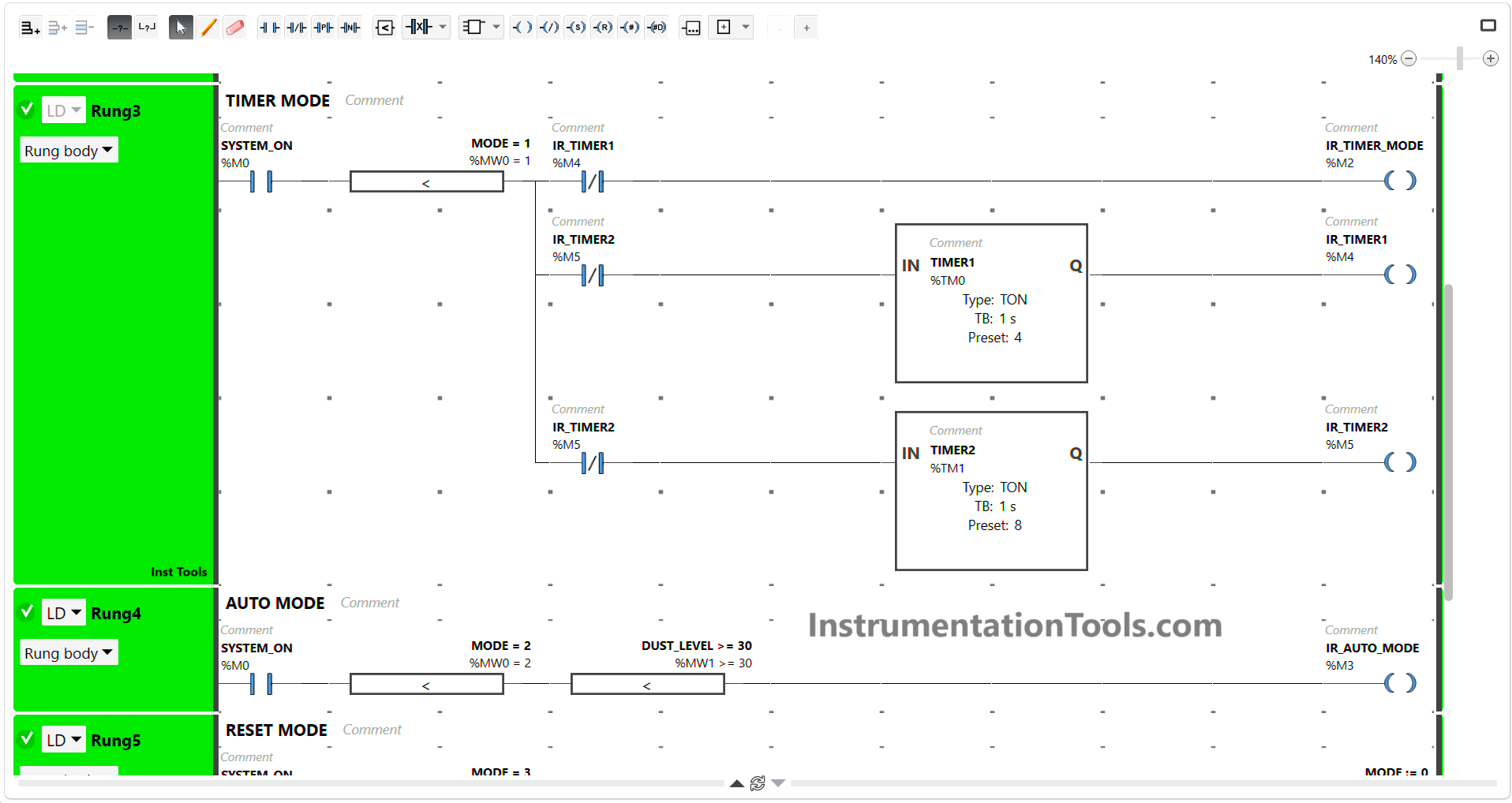
RUNG 3 (TIMER MODE)
In this Rung, the memory bit IR_TIMER_MODE (M2) will be in the HIGH state, if the NO contact of memory bit SYSTEM_ON (M0) in the HIGH state and the memory word MODE (MW0) is equal to “1”.
The timer instruction TIMER1 (TM0) will Start counting up to 4 seconds and TIMER2 (TM1) will count up to 8 seconds.
When the timer TIMER1 (TM0) finishes counting, the memory bit IR_TIMER1 (M4) becomes a HIGH state and the memory bit IR_TIMER_MODE (M2) changes to a LOW state due to interlock.
When the TIMER2 (TM1) timer finishes counting, the timer TIMER1 (TM0) will be OFF because the interlock of memory bit IR_TIMER2 (M5) and the memory bit IR_TIMER_MODE (M2) will change to HIGH state again.
RUNG 4 (AUTO MODE)
In this Rung, the memory bit IR_AUTO_MODE (M3) will change to HIGH state when the NO contact of memory bit SYSTEM_ON (M0) in HIGH state and the memory word MODE (MW0) has a value Equal to zero “0” and memory word DUST_LEVEL (MW1) has a value Greater Than Or Equal to “30”.
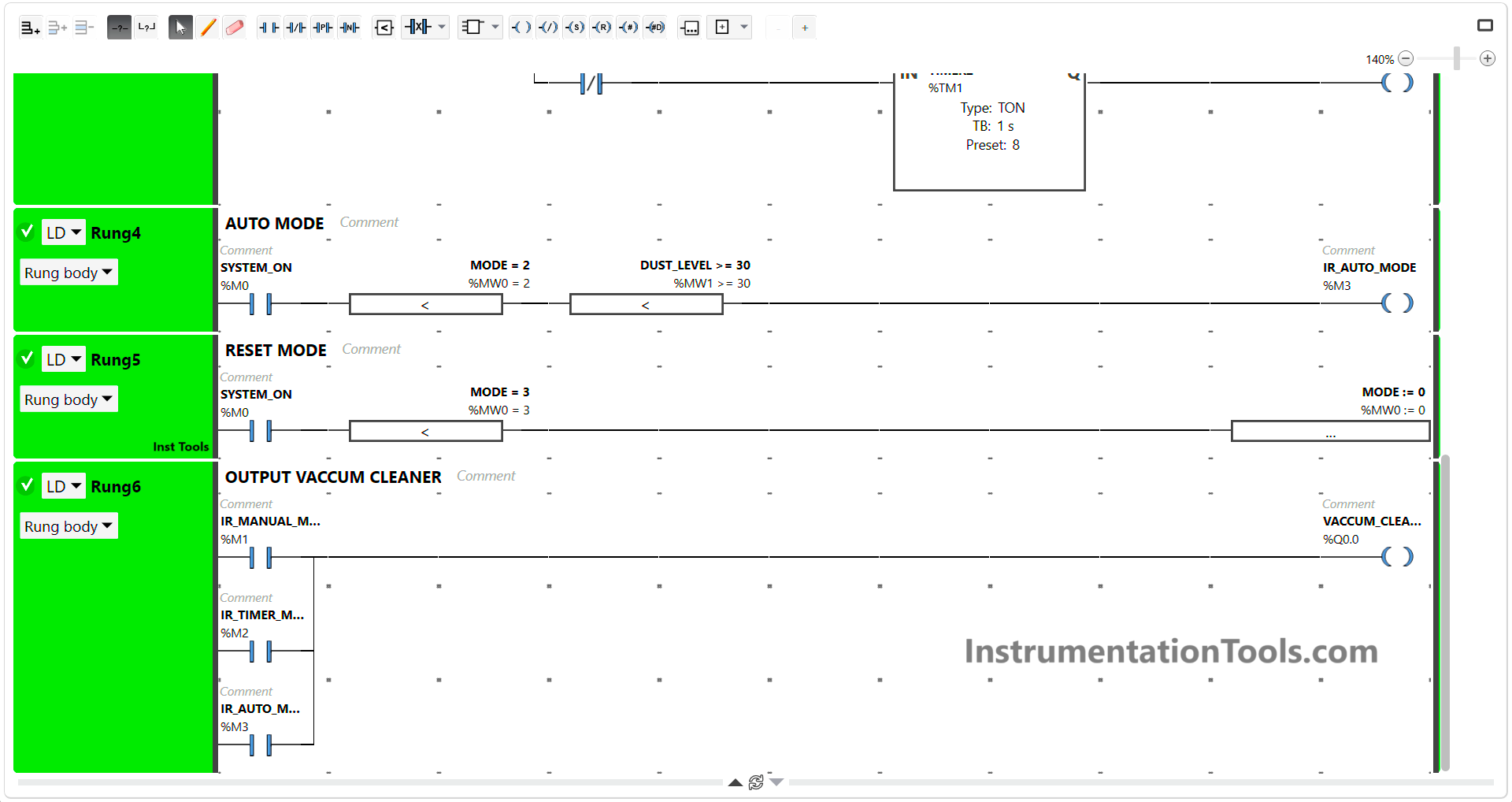
RUNG 5 (RESET MODE)
In this Rung, the Operation Block will move the zero value “0” to the memory word MODE (MW0) when the NO contact of memory bit SYSTEM_ON (M0) in the HIGH state and the memory word MODE (MW0) has a value equal to zero “3”.
RUNG 6 (OUT VACUUM CLEANER)
If the NO contact of the memory bit IR_MANUAL_MODE (M1) or IR_TIMER_MODE (M2) or IR_AUTO_MODE (M3) in the HIGH state, then the VACUUM_CLEANER (Q0.0) Output will be ON.
Read Next:
- How to do Simulation in Schneider PLC?
- Automatic Car Washing using the PLC Logic
- Omron PLC Logic for Washing Machine
- Configure PID Controller in Schneider PLC
- Automate Batch Mixing with Repeated Cycle