Thanks to innovative ideas a resources and time constraints ridden seemingly impossible job done in less time than given and averted 1500 T/d Urea Plant indefinite outage.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | Pipelines and Miscellaneous Problems |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Problems with Demister Pads
A 10-m elevation duct conveys fan blown air to the urea granulator. Demister pads contained in a flanged spool removes the air carried over dust and moisture.
Operations overlooked the demister cleaning and six months after plant commissioning raised a work order for starting the demisters cleaning within a week and finishing it in less than 8‑hours to avoid the entire urea NH3 complex plant shutdown (SD).
This would save orders in hand not delivering heavy penalties. NH3 plant alone cannot run as the plant had regretted NH3 export enquiries, as the urea export was more lucrative.
The job posed constraints are:
- The surge tank can hold max 8 hours upstream synthesis section produced dilute urea solution
- Biuret an undesirable impurity forms in longer than 6-hrs stored dilute urea solution; it makes urea unsalable. Its reprocessing is impossible; in addition, pollution regulations prevent its dumping also.
- Scaffolding, unbolting the over 250 Nos. of 10 mm dia DS flange bolts, and DS crane lowering and assembling back are min 16 hours tasks
- The rented crane to lower the duct would be available 15 days later only
Still the author took up the scaffolding immediately to save time hoping he or someone else would get an idea as the scaffold progresses to solve the constraints ridden seemingly unsolvable problem (SUP) easily and quickly.
SUP solved; Two hours after the scaffold work start his below given idea flashed:
Pre-Granulation Shutdown Tasks
- Complete the already started scaffolding
- Unscrew alternate duct bolts, clean the threads, smear grease and retighten back mild
- Unscrew the other others clean the threads and save. This way rust frozen fasteners caused delays would be absent.
- Lower the duct spool taking shutdown after crane availability and complete the job as fast as possible.
New idea of Cleaning the Demisters in-situ Fflashed
Three hours after scaffolding start, the below given new idea of cleaning the demisters in-situ flashed
- Complete the scaffolding
- Omit the above method other steps
- Workshop to make a 550 x 550 x 50 duct stub, weld a 25 mm wide collar all around at one end using 6-mm thick plate. Cover the collar with a 600 x 600 x 6 thick bolted plate.
- After the preparatory task’s completion, operators would shut down the granulation section and issue work permit
- Field Crew to flame cut a 550×550 mm opening in the duct bottom close to the demisters
- Operators enter via the opening and hose clean the demisters. The dirty water would drain through the existing drain
- After they exist the duct, maintenance crew would weld the readied nozzle and tighten the blind flange
- After the first tightening round operators start the granulation
The below given still simpler idea flashed an hour later
- Omit tasks 2, 3 & 4 as the flashed idea eliminates duct spool lowering and entry nozzle making. Instead do the following
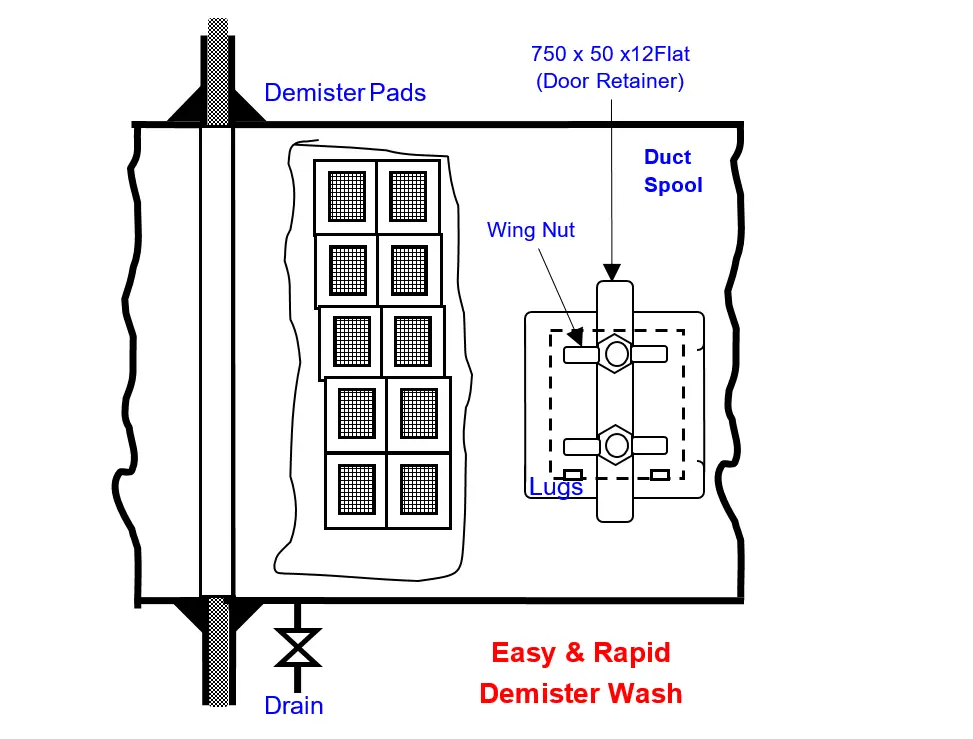
- The workshop to make 600 mm x 600 mm x 6 thick cover and weld a 25x25x16 resting lug at 27 mm away from lower and left edge and another likewise on the right side.
- Weld a 16 mm x 50 long SS stud at door CL 40 mm away from top edge and another like that from bottom edge (below figure)
- Weld 50x10x12 steel piece to each nut each side to convert the nuts in to wing nuts for easy hammer tightening and opening
- Cut a 750 x 50 x 12 mm strip and drill 20 mm dia holes in it to pass through the cover studs. Call it the ‘door retainer’.
- Insert a 600 x 600 x 6 mm thick gasket passing through the cover studs; cut the gasket out a conveyor belt piece
Shutdown Jobs
- Field crew to flame cut a 550 x 550 mm opening on the duct wall near the demisters pad and near and duct bottom
- Operators to enter through this opening and hose clean the demister pads and position back
- After coming out they, will insert the cover along the opening diagonal, and parallel it to the opening and rest it on the duct opening at the lugs. Inserting the door retainer and tightening the wing nuts holds the door. Air pressure on fan start would make it still more leak tight
- Granulator is ready for use (RFU)
This way, the operation and maint team cleaned the demister pads in < 5 hours SD,
The innovative solution benefits are
- Operators themselves clean the demisters in an hour during periodic ½ shift long granulator cleaning shutdowns without maintenance help.
- They use the maintenance provided permanent cat ladder, cleaning water, and drain connections and working platform at DS
- More frequent demister pads cleaning maximizes airflow and thus granulation efficiency
All welcomed the author developed no separate shutdown (SD), crane and maintenance help requiring easy demister cleaning method.
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Plug Valves Leaks
- Rupture Discs bursts
- Repeat Safety Valve Popping
- Fan Bearing Change Times cut by 90%
- Boiler Feed Water Shell Flange Leaks