Another common “auxiliary” instrument is the recorder (sometimes specifically referred to as a chart recorder or a trend recorder ), the purpose of which is to draw a graph of process variable(s) over time.
Recorders usually have indications built into them for showing the instantaneous value of the instrument signal(s) simultaneously with the historical values, and for this reason are usually designated as indicating recorders.
A temperature indicating recorder for the nuclear reactor system shown previously would be designated as a “TIR” accordingly.
Recorder
A circular chart recorder uses a round sheet of paper, rotating slowly beneath a pen moved side to-side by a servomechanism driven by the instrument signal.
Two such chart recorders are shown in the following photograph, used to record temperatures at a powdered milk processing facility:

Strip Chart Recorder
Two more chart recorders appear in the next photograph, a strip chart recorder on the right and a paperless chart recorder on the left.
The strip chart recorder uses a scroll of paper drawn slowly past one or more lateral-moving pens, while the paperless recorder does away with paper entirely by plotting graphic trend lines on a computer screen:

Recorders are extremely helpful for troubleshooting process control problems. This is especially true when the recorder is configured to record not just the process variable, but also the controller’s setpoint and output variables as well.
Recorder Trend
Here is an example of a typical “trend” showing the relationship between process variable, setpoint, and controller output in automatic mode, as graphed by a recorder:

Here, the setpoint (SP) appears as a perfectly straight red line, the process variable as a slightly erratic blue line, and the controller output as a moderately erratic purple line.
We can see from this trend that the controller is doing exactly what it should: holding the process variable value close to setpoint, manipulating the final control element as far as necessary to do so. The chaotic appearance of the output signal is not really a problem, contrary to most peoples’ first impression.
The fact that the process variable never deviates significantly from the setpoint tells us the control system is operating quite well. What accounts for the erratic controller output, then?
The answer to this question is any factor requiring the controller to change its output in order to maintain the process variable at setpoint.
Variations in process load would account for this: as other variables in the process change over time, the controller is forced to compensate for these variations in order to ensure the process variable does not drift from setpoint.
Referencing our previous example of a steam boiler water level control system, one of these influencing variables is steam demand. If this trend shows the steam drum water level (PV) and feedwater valve position (Output), variations in the controller’s output signal could be indicative of steam demand rising and falling, the controller modulating water flow into the boiler to properly compensate for this load and maintain a fairly constant steam drum water level.
A wildly-fluctuating output signal may indicate a problem somewhere else in the process (placing undue demands on the control system), but there is certainly no problem with the control system itself: it is doing its job perfectly well.
Recorders become powerful diagnostic tools when coupled with the controller’s manual control mode. By placing a controller in “manual” mode and allowing direct human control over the final control element (valve, motor, heater), we can tell a lot about a process.
Here is an example of a trend recording for a process in manual mode, where the process variable response is seen graphed in relation to the controller output as that output is increased and decreased in steps:

Notice the time delay between when the output signal is “stepped” to a new value and when the process variable responds to the change.
This delay is called dead time, and it is generally detrimental to control system performance. Imagine trying to steer an automobile whose front wheels respond to your input at the steering wheel only after a 5-second delay! This would be a very challenging car to drive.
The same problem plagues any industrial control system with a time lag between the final control element and the transmitter.
Typical causes of this problem include transport delay (where there is a physical delay resulting from transit time of a process medium from the point of control to the point of measurement) and mechanical problems in the final control element.
This next example shows another type of problem revealed by a trend recording during manual mode testing:

Here, we see the process quickly responding to all step-changes in controller output except for those involving a change in direction.
This problem is usually caused by mechanical friction in the final control element (e.g. “sticky” valve stem packing in a pneumatically-actuated control valve), and is analogous to “loose” steering in an automobile, where the driver must turn the steering wheel a little bit extra after reversing steering direction.
Anyone who has ever driven an old farm tractor knows what this phenomenon is like, and how it detrimentally affects one’s ability to steer the tractor in a straight line.
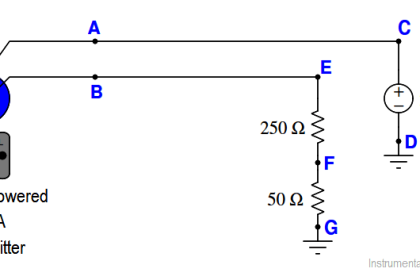
Sometimes it becomes useful to temporarily place a recorder into an instrumentation system for diagnostic purposes. On the simplest level, this might consist of a digital multimeter (DMM) connected to measure signal voltage or current, with its “minimum/maximum” capture mode engaged.
On a more complex level, this might be a personal computer running data graphing software, connected to the instrumentation circuit through a data acquisition (DAQ) module converting the circuit’s analog voltage or current signals into digital values readable by the computer.
Note : In modern days the Recorders usage is very less and replaced with trends in the HMI or operator workstations.
Articles You May Like :
Architecture of Instrumentation
Feedforward Control Compensation
How to Read Circular Chart Recorder