A common application for select and limit functions is in cascade control strategies, where the output of one controller becomes the setpoint for another.
It is entirely possible for the primary (master) controller to call for a setpoint that is unreasonable or unsafe for the secondary (slave) to attain. If this possibility exists, it is wise to place a limit function between the two controllers to limit the cascaded setpoint signal.
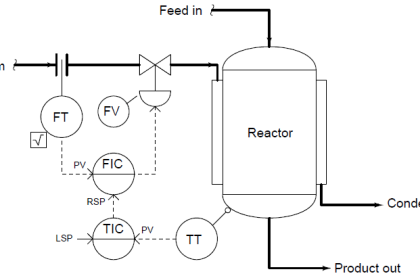
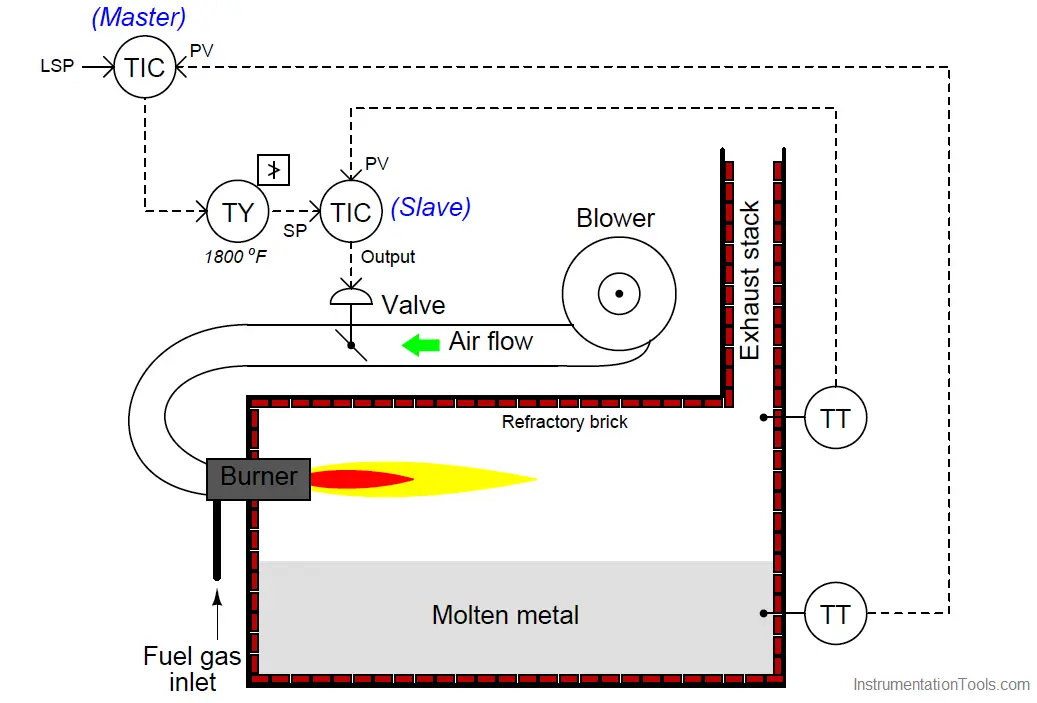
In the following example, a cascade control system regulates the temperature of molten metal in a furnace, the output of the master (metal temperature) controller becoming the setpoint of the slave (air temperature) controller.
A high limit function limits the maximum value this cascaded setpoint can attain, thereby protecting the refractory brick of the furnace from being exposed to excessive air temperatures:
It should be noted that although the different functions are drawn as separate bubbles in the P&ID, it is possible for multiple functions to exist within one physical control device.
In this example, it is possible to find a controller able to perform the functions of both PID control blocks (master and slave) and the high limit function as well. It is also possible to use a distributed technology such as FOUNDATION Fieldbus to place all control functions inside field instruments, so only three field instruments exist in the loop: the air temperature transmitter, the metal temperature transmitter, and the control valve (with a Fieldbus positioner).
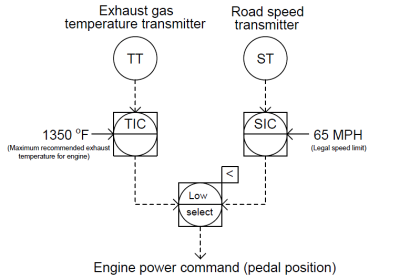
This same control strategy could have been implemented using a low select function block rather than a high limit:
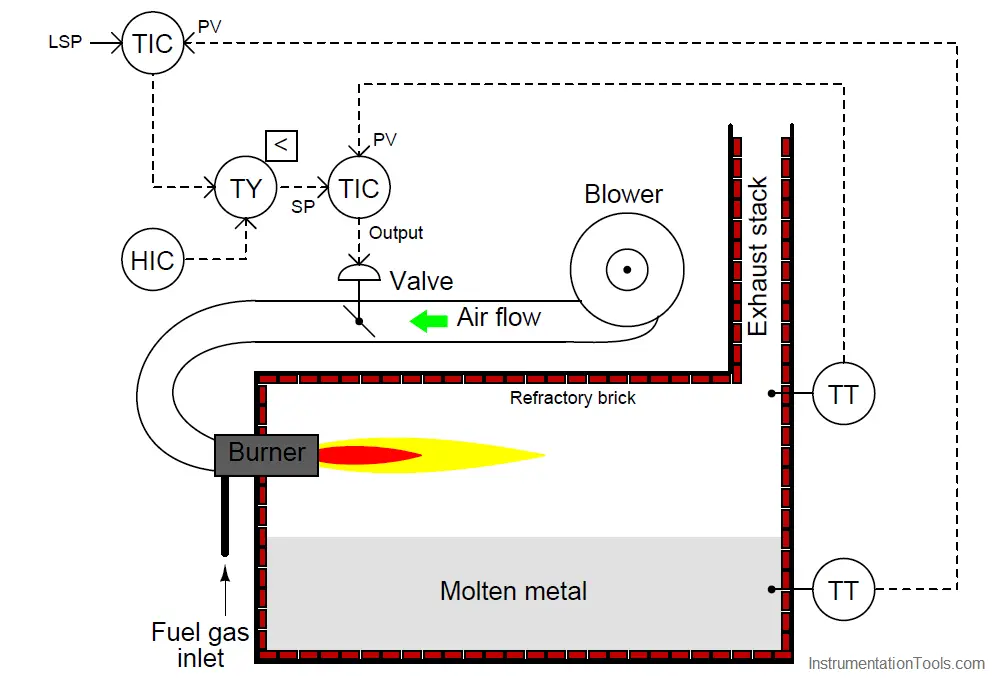
Here, the low-select function selects whichever signal value is lesser: the setpoint value sent by the master temperature controller, or the maximum air temperature limit value sent by the hand indicating controller (HIC – sometimes referred to as a manual loading station).
An advantage of this latter approach over the former might be ease of limit value changes. With a pre-configured limit value residing in a high-limit function, it might be that only qualified maintenance people have access to changing that value.
If the decision of the operations department is to have the air temperature limit value easily adjusted by anyone, the latter control strategy’s use of a manual loading station would be better suited.
Another detail to note in this system is the possibility of integral windup in the master controller in the event that the high setpoint limit takes effect.
Once the high-limit (or low-select) function secures the slave controller’s remote setpoint at a fixed value, the master controller’s output is no longer controlling anything: it has become decoupled from the process. If, when in this state of affairs, the metal temperature is still below setpoint, the master controller’s integral action will “wind up” the output value over time with absolutely no effect, since the slave controller is no longer following its output signal. If and when the metal temperature reaches setpoint, the master controller’s output will likely be saturated at 100% due to the time it spent winding up.
This will cause the metal temperature to overshoot setpoint, as a positive error will be required for the master controller’s integral action to wind back down from saturation.
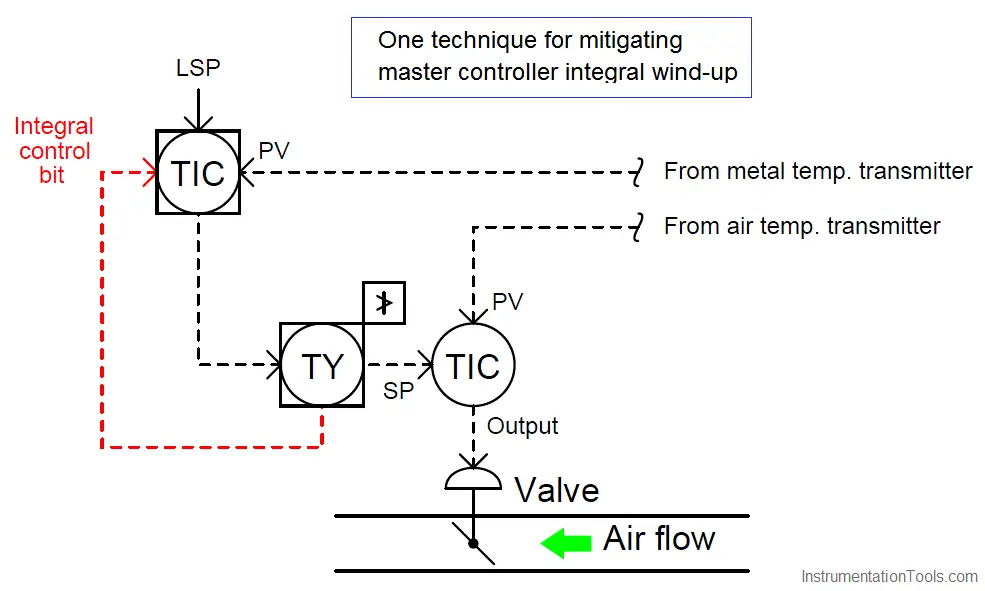
A relatively easy solution to this problem is to configure the master controller to stop integral action when the high limit relay engages. This is easiest to do if the master PID and high limit functions both reside in the same physical controller.
Many digital limit function blocks generate a bit representing the state of that block (whether it is passing the input signal to the output or limiting the signal at the pre-configured value), and some PID function blocks have a boolean input used to disable integral action. If this is the case with the function blocks comprising the high-limit control strategy, it may be implemented like this:
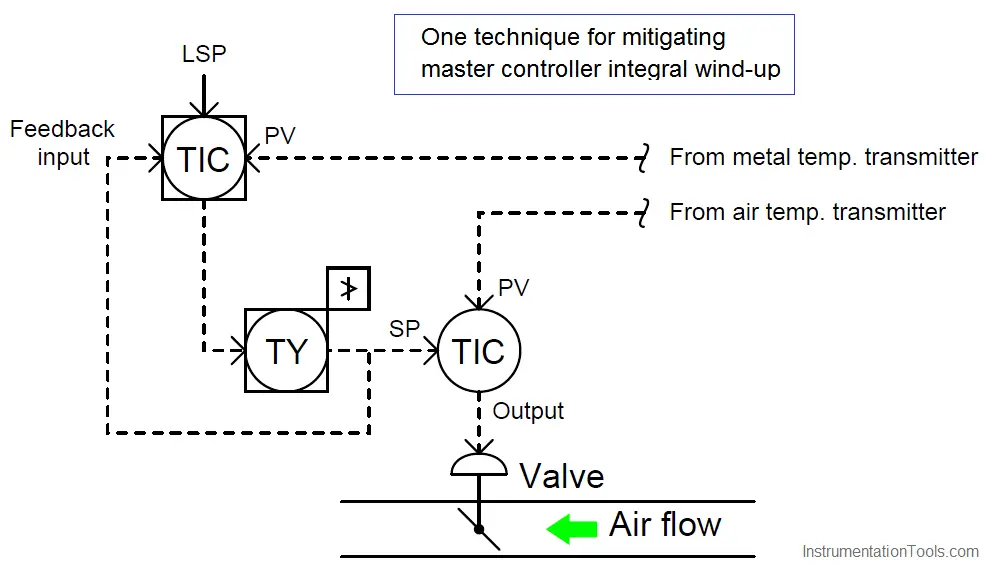
Another method used to prevent integral windup is to make use of the feedback input available on some PID function blocks. This is an input used to calculate the integral term of the PID equation.
In the days of pneumatic PID controllers, this option used to be called external reset. Normally connected to the output of the PID block, if connected to the output of the high-limit function it will let the controller know whether or not any attempt to wind up the output is having an effect. If the output has been de-selected by the high-limit block, integral windup will cease:
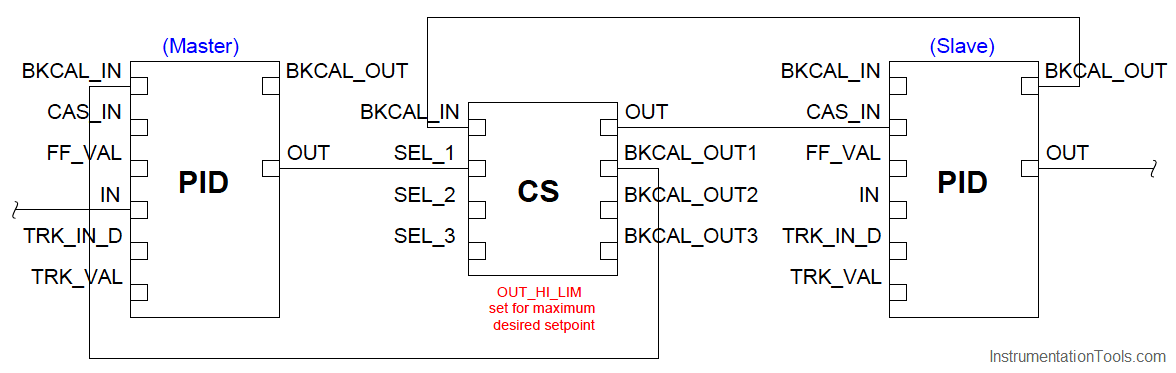
Limit control strategies implemented in FOUNDATION Fieldbus instruments use the same principle, except that the concept of a “feedback” signal sending information backwards up the function block chain is an aggressively-applied design philosophy throughout the FOUNDATION Fieldbus standard. Nearly every function block in the Fieldbus suite provides a “back calculation” output, and nearly every function block accepts a “back calculation” input from a downstream block.
The “Control Selector” (CS) function block specified in the FOUNDATION Fieldbus standard provides the limiting function we need between the master and slave controllers. The BKCAL OUT signal of this selector block connects to the master controller’s BKCAL IN input, making the master controller aware of its selection status.
If ever the Control Selector function block de-selects the master controller’s output, the controller will immediately know to halt integral action:
Mitigating master controller integral wind-up in a FOUNDATION Fieldbus high-limit control strategy
This same “back calculation” philosophy – whereby the PID algorithm is aware of how another function is limiting or over-riding its output – is also found in some programmable logic controller (PLC) programming conventions.
The Allen-Bradley Logix5000 series of PLCs, for example, provides a tieback variable to force the PID function’s output to track the overriding function.
When the “tieback” variable is properly used, it allows the PID function to bumplessly transition from the “in-control” state to the “overridden” state.
Also Read : Overview of PID Control terms