This article covers the topics of PLC SCADA Engineers Interview Questions.
PLC SCADA Engineers Interview Questions
What is PLC?
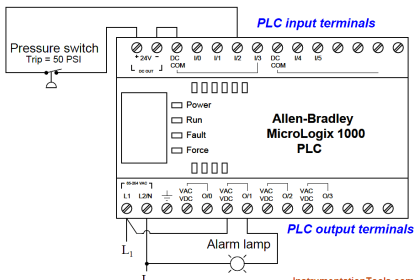
PLC means Programmable Logic Controller. It is a class of industrially hardened devices that provides hardware interface for input sensors and output control element.
The field I/p include element like limit switches, sensors, push button and the final control elements like actuator, solenoid/control valves, drives, hooters etc
PLC Senses the input through I/P modules, Processes the logic through CPU and memory and gives output through output module.
Applications of PLC
PLC can be used in almost all industrial application solutions right from small machine to large manufacturing plants.
Even it caters applications of redundant systems at critical process plants.
Role of PLC in Automation?
PLC plays most important role in automation. All the monitoring as well as the control actions are taken by PLCs. PLC Senses the input through I/P modules, Processes the logic through CPU and memory and gives output through output module.
Role of CPU?
This component act as a brain of the system.
CPU consist of Arithmetic Logic Unit, Program memory, Process image memory, Internal timers and counters, flags It receives information from I/P device, makes decisions depending upon the information and logic written and sends information through the O/P devices.
The CPU’s are distinguished with following features
Memory capacity, Instruction set supported, communication option, time required to execute the control program.
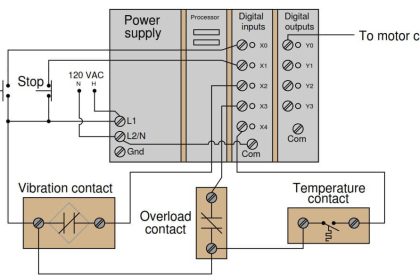
Role of Power supply in PLC system?
Power supply provides system power requirement to processor, I/O and communication modules.
Typically the power supply has input voltage 120 V – 230 V AC or 24 V DC and back plane output current 2 A to 5 A at 5 V DC
Role of Rack or Chassis in PLC system?
A hardware assembly, which houses the processor, communication and I/O modules.
It does following functions.
- Power distribution
- Containment of I/O modules
- Communication path between I/O module and CPU
The chassis are available in different slots in various PLC systems. Additional chassis can be connected using chassis interconnecting cable.
What is role of I/O modules?
Electronic plug in units used for interfacing the i/p and o/p device in the machine or process to be controlled.
I/P module receives data from i/p devices (Pushbutton, Switches, Transmitters) and send it to processor. The O/P module receives data from processor and send it to output device (Relay, Valves).
- Digital/Discrete :- Sends and Receives On/Off signal
- Analog :- Sends and receives variable input or output signals
Role of EEPROM memory module?
This module is inserted into processor system for maintaining a copy of project (PLC program).
This is helpful in case of memory corruption or Extended power loss.
Communication module
Communication modules are used either for communication between external hardware or software.
The hardware can be PLCs (same or other make), Controller, I/O module, smart transmitters. The software can be SCADA software, MIS system or programming software.
Difference Between Fixed and Modular PLCs?
In non modular PLCs the processor will have inbuilt power supply and I/Os in one unit.
The modular PLC, will have separate slots for components like Power supply, I/O modules. You can select the I/Os or power supply as per the need.
What are the Types of I/Os?
Local – These are the I/Os placed in the PLC main rack containing CPU. These I/Os are connected to CPU through backplane.
Distributed/Remote – These are the I/O placed at remote location from the main rack containing the CPU.
These I/O’s are to be connected on communication bus like control net, device net or FIP I/O.
What is meaning of resolution in I/O cards in PLCs?
It is the minimum change in i/p parameter which can sensed by the i/p card. As far as Digital I/O is concerned it takes only one bit for operation. In case of analog input the resolution determines how much bits are used for input or output.
For example a 12 bit resolution card means the input will come as 0 to 4095 count (2^12). For 16 bit data the counts will be from 0 – 65536(2^16). More the resolution the data will be more accurate
What is an Analog Input Module?
An I/O module that contains circuits that convert analog input signals to digital values that can be manipulated by the processor.
The signals for pressure, flow, level, temperature transmitters are connected to this module.
Typically the input signal is 4-20 mA, 0-10 V
What is Analog Output Module?
An I/O module that contains circuits that output an analog dc signal proportional to a digital value transferred to the module from the processor.
By implication, these analog outputs are usually direct (i.e., a data table value directly controls the analog signal value).
What is meaning of universal analog input card?
Normally there are different cards for different signals. But in universal input card the same channels can be configured for RTD, Thermocouple, Current or voltage input.
Give examples of I/P and Output connected to PLCs
- Digital I/P (Pushbutton, Switches )
- Analog I/P (Temp, Pressure, Flow, Level)
- Digital O/P (Solenoids valves, Contactors)
- Analog O/P (Control Valves, Speed)
Explain Source and Sink Concept.
Sinking Source type modules gives out the current to the field digital devices while sink type modules draw current when the device is in high state
- Sinking – When active the output allows the current to flow to a common ground.
- Sourcing – When active, current flows from a supply, through the output device and to ground.
What is forcing of I/O?
Forcing the I/Os means making the desired status of I/O in PLCs irrespective of its status coming from the field.
In certain cases when there is problem in receiving field input /output, we can force the i/Os so that the logic takes desired state.
Scan cycle of PLC
PLC’s scan cycle follows following path Scan cycle of PLC
- Input Image Updation
- Process Logic Execution
- Output Updation
What is meaning of scan time in PLC?
Scan time is the Time required to read the I/P, Process the logic and update the output in one cycle.
What is typical scan time in PLCs ? What effects scan time?
Typically it is less than 10 ms. It depends on the complexity of logic, PID algorithm etc.
How to program PLCs?
Every PLC manufacturer have their own software for programming the PLC.
For example Siemens uses Simantic S7 Manager, Allen Bradley uses RS Logix and Modicon uses PLC pro programming software.
The programming language used is
- Ladder Logic (LD),
- Statement List (STL),
- Functional Block Diagram (FBD),
- Sequential Function Chart (SFC),
- Instruction List (IL) etc
What is ladder diagram?
This is a programming language, which expresses a program as a series of “coils” and “contacts”, simulating the operation of electromechanical relays.
The resultant program is the equivalent of an equation, which is executed continuously in a combinatorial manner.
The advantage of this language is the familiarity many electricians have with the simple operation of relays.
Disadvantages include the complexity of large, cross-connected programs, and the difficulty of expressing such non-binary functions as motion control and analog I/O.
What is redundancy?
The capacity to switch from primary equipment to standby equipment automatically without affecting the process under control.
Redundancy means provision for standby module. In case of failure of one module is running process, the standby module takes over.
Hot redundancy means the changeover of control from active processor to standby processor in less than 1 scan time
Need of redundancy
In critical processes, it is important to run the plant without failure. In such case it is important to have redundancy so that even if one system fails the redundant system can take care without affecting plant.
Types of redundancy
- CPU redundancy: In case of CPU failure the standby CPU takes care of the plant
- Power Supply redundancy: In case the power supply fails the standby power supply takes control of the situation.
- Communication : Multiple communication channels are provided to take care of communication failure
- I/O Redundancy : Multiple I/O channels are provided to take care of input or output failure.
What are components of redundant PLC system?
Typical component on Schneider Redundant PLCs
The backplane used is either 4 slot o6 6 slot with
- Power Supply
- Controller with built-in Modbus Plus and Modbus ports
- Optional dual cable Modbus Plus
- Optional fiber optic Modbus Plus
- CHS Hot Standby module
- Dual cable Remote I/O Head
The master and Standby configuration must be identical
Supervisory Control And Data Acquisition Software
What is SCADA? Role of MMI/HMI SCADA in Industrial Automation
SCADA : Supervisory control and data acquisition
- MMI : Man Machine Interface
- HMI : Human machine Interface
This acts as an operator station. The operator can monitor as well as control the process parameters from this stations.
Apart from online process data the operator will have access to historical and real-time trends, alarms and reports. The operator can give commands to control hardware for opening the valve, change the set point, start the pump etc..
What are Features of SCADA software?
The common features of SCADA include Dynamic process mimic, Trends, Alarm, Connectivity with hardware, Recipe management etc.
Applications of SCADA.
SCADA systems has many applications right from industrial automation, power distribution to water management.
Some of the leading leading SCADA companies
- Invensys Wonderware InTouch
- Siemens WinCC (Earlier COROS)
- Allen Bradley RS View (Earlier Control View)
- Intellution iFix (Earlier Fix DMACS)
- GE Fanuc Simplicity
Types of Wonderware SCADA packages
- No. of I/Os – Wondeware InTouch comes is 64, 128, 256, 1000 and 64,000 tags package.
- Development + Runtime + Network (DRN) / Runtime + Network (R+N) and View Node
D+R+N : With this package development and editing of the application is possible, Runtime monitoring and control of the plant is possible and Networking is possible.
R+N : With this package development and editing of the application is NOT possible, Runtime monitoring and control of the plant is possible and Networking is possible.
Factory Focus : With this package development and editing of the application is NOT possible, Runtime monitoring is possible but control of the plant is NOT possible and Networking is possible. This package is used a view node
What type of licensing patterns are used in the SCADA software
Typically two types of licenses are used in the SCADA software
- Dongle Key : It is a hardware lock which can be put on the communication port of the PC.
- Software Lock : Here the software code is the license. Typically you can put the code while installation or transfer the code from Floppy to hard-disk.
Various EXE files used in InTouch Software and their role
InTouch : It is an application manager. Using this you can create new application. Move between various applications.
View : Windowviewer. This will start Runtime application. From this you can monitor and control the plant.
WM : WM.XE is Window maker. This will start the development package in InTouch. Using this you can you can develop the application.
Types of Window?
Replace : Automatically closes any window(s) it intersects when it appears on the screen including popup other replace type windows.
Overlay : Appears on top of currently displayed window(s) and can be larger than the window(s) it is overlaying. When an overlay window is closed, any window(s) that were hidden behind it will reappear. Clicking on any visible portion of a window behind an overlay window will bring that window to the foreground as the active window.
Popup : Similar to an overlay window except, it always stays on top of all other open windows (even if another window is clicked). Popup windows usually require a response from the user in order to be removed.
What is Symbol Factory?
Symbol Factory contains symbols which can be readily used in the application.
The symbols is contains include various Tanks, Reactor, Pipes, Icons, Flags.
What type of user input used in InTouch?
User inputs include data entry Discrete, Analog, String/Message, Sliders and pushbuttons.
What type of animation can be given in InTouch?
Colour Fill, % Fill, Blinking, Size Control, Location, Orientation, Visibility, Action, Hide Show Window
What are trends?
Trends means graphical representation of data.
“Real-time” and “Historical. You can configure both trend objects to display graphical representations of multiple tagnames over time. Real-time trends allow you to chart up to four pens (data values), while Historical trends allow you to chart up to eight pens.
Real-time trends are dynamic. They are updated continuously during runtime with whatever time span given in configuration. You can not scroll the real-time trends to see previous data.
Historical trends provide you with a “snapshot” of data from a time and date in the past. They are not dynamic.
Unlike real-time trends, historical trends are only updated when they are instructed to do so either through the execution of a QuickScript or an action by the operator, for example, clicking a button. You can zoom in / zoom out the trends. You can also access the previous data.
What are Alarm and Events in InTouch?
Alarms are the notifications used to inform operators of process activity: Alarms represent warnings of process conditions that could cause problems, and require an operator response.
A typical alarm is triggered when a process value exceeds a user-defined limit. InTouch uses for types of alarms are LOLO, LO, HI and HIHI.
Events represent normal system status messages, and do not require an operator response. A typical event is triggered when a certain system condition takes place, such as an operator logging into InTouch.
Security management
Security provides the ability to control whether or not specific operators are allowed to perform specific functions within an application.
It is based on the concept of the operator “logging on” to the application and entering a “User Name” and “Password.” (The application developer sets up each operator with a “User Name,” a pre-assigned “Password” and an “Access Level” via the Special/Security/Configure Users command either in WindowMaker or WindowViewer.)
When a new application is created, the default “User Name” is “Administrator” with an access level of 9999 (which allows access to all security commands).
What is the use of Scripts in InTouch?
Is a way of writing logic in InTouch. InTouch has its own instructions and way of writing program.
- Application : Linked to the entire application. Window : Linked to a specific window.
- Key : Linked to a specific key or key combination on the keyboard. Condition : Linked to a discrete tagname or expression.
- Data Change : Linked to a tagname and/or tagname.field only.
What is driver?
A software which allows a computer to access the external devices using com ports or communication cards.
What is DDE?
Dynamic Data Exchange is the facility developed by Microsoft for exchanging the data between various programs.
DDE has three important settings
Application / Server name , Topic Name and Item Name
Communication with software (Excel)
DDE settings for Excel
- App. Name – Excel,
- Topic Name – [book.xls]sheet1
- Item Name – Cell Address ie (R1C1) DDE settings for InTouch
- App. Name – View
- Topic Name – TAGNAME
- Item Name – Name of tag
How to monitor the data from InTouch to Excel? ie One-way communication from
- InTouch to Excel.
- In Excel worksheet write a formula ie =View|TAGNAME!A1
- A1 is name of tag in InTouch
How to have two-way communication between Excel and InTouch?
Create a I/O Tag Name with following detail Application name : Excel Topic Name : [XXXX.xls]sheet1 i.e XXXX.xls is actual excel file used in application. Sheet 1 is the spreadsheet where the data is kept. Item Name : R1C1 ie Actual Address of the Cell where the data is kept.
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:





Wow thank you very much. This is really helpful
very nice easy understand any person
thank you
Very good question