Implement 3 to 8 line decoder in PLC using ladder diagram programming language.
3 to 8 Line Decoder
Problem Solution
For this problem, we will use S7-1200 PLC and TIA portal software for programming.
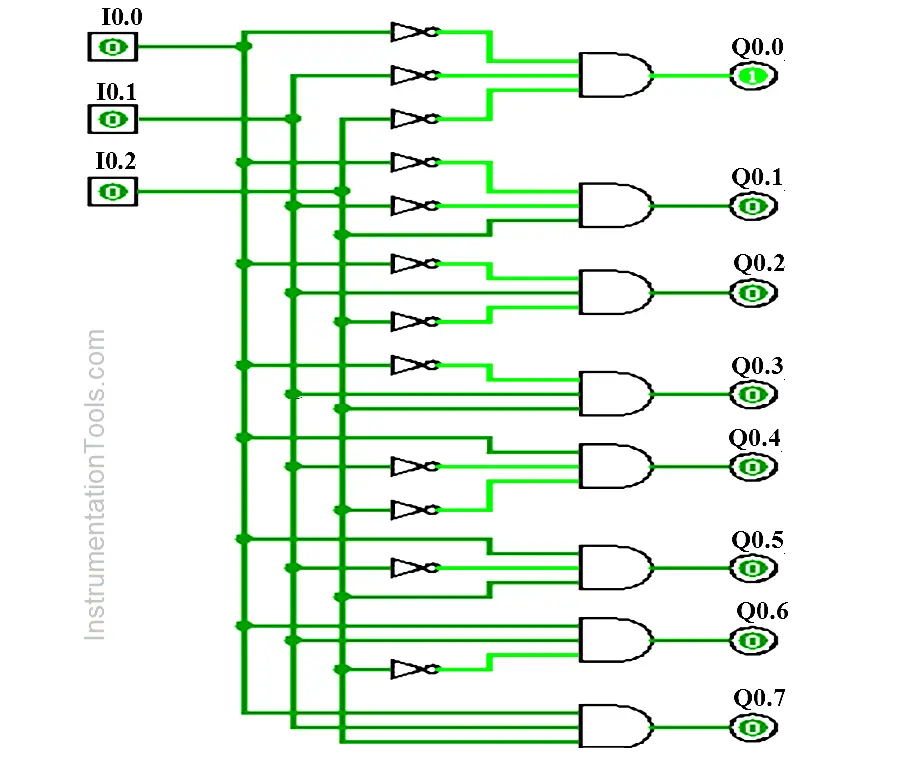
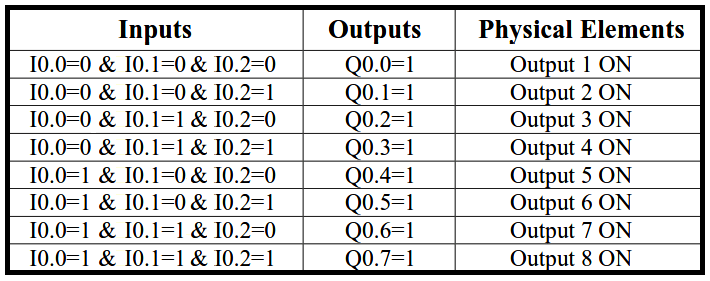
This decoder has three inputs and 8 outputs and these inputs determine which output will be ON.
Here three inputs were used (Input 1-I0.0, Input 2-I0.1, and Input 3-I0.2), and 8 outputs were used (Output 1 to 7, Q0.0 to Q0.7).
If all inputs are OFF, output 1 (Q0.0) will be ON and others are not.
List of inputs/outputs
List of inputs
- Input 1:- I0.0
- Input 2 :- I0.1
- Input 3 :- I1.0
List of outputs
- Output1 :- Q0.0
- Output 2 :- Q0.1
- Output 3 :- Q0.2
- Output 4 :- Q0.3
- Output 5 :- Q0.4
- Output 6 :- Q0.5
- Output 7 :- Q0.6
- Output 8 :- Q0.7
PLC Program to implement 3 to 8 line decoder
Program Description
For this application, we used S7-1200 PLC and TIA portal software for programming.
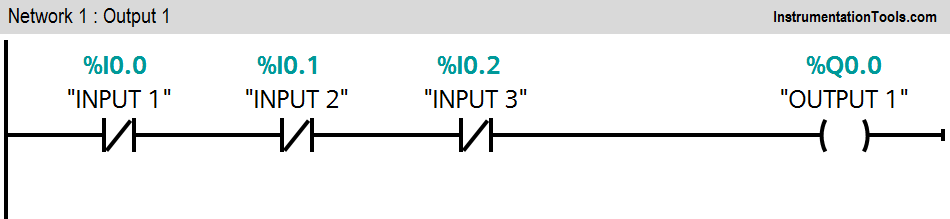
Network 1:
If all inputs are OFF (I0.0=0, I0.1=0 and I0.2=0), Output 1 (Q0.0) will be ON.
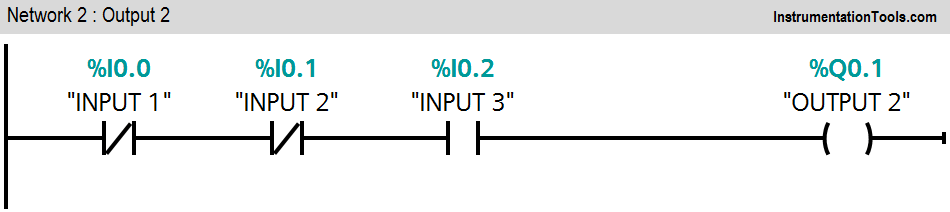
Network 2:
If input 1 (I0.0) and input 2 (I0.1) are OFF and input 3 (I0.2) is ON, Output 2 (Q0.1) will be ON.
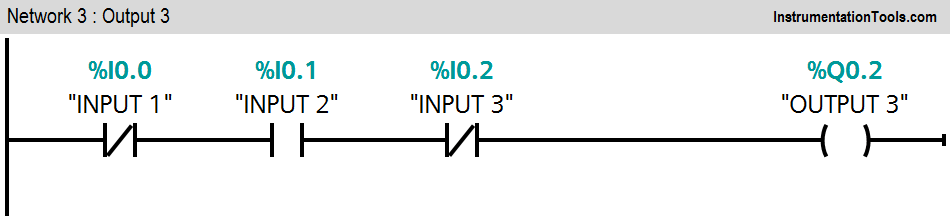
Network 3:
If input 1 (I0.0) and input 3 (I0.2) are OFF and input 2 (I0.1) is ON, Output 3 (Q0.2) will be ON.
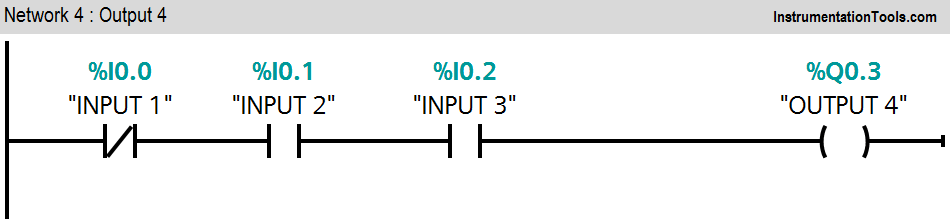
Network 4:
If input 2 (I0.1) and input 3 (I0.2) are ON and input 1 (I0.0) is OFF, Output 4 (Q0.3) will be ON.
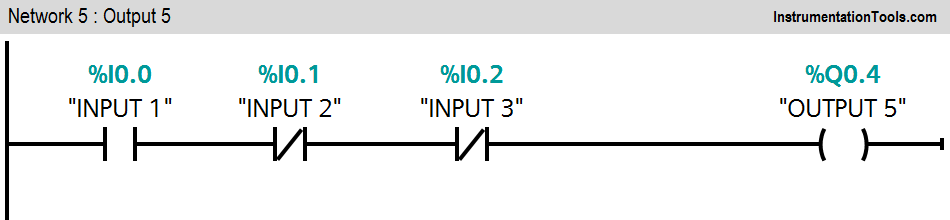
Network 5:
If input 2 (I0.1) and input 3 (I0.2) are OFF and input 1 (I0.0) is ON, Output 5 (Q0.4) will be ON.
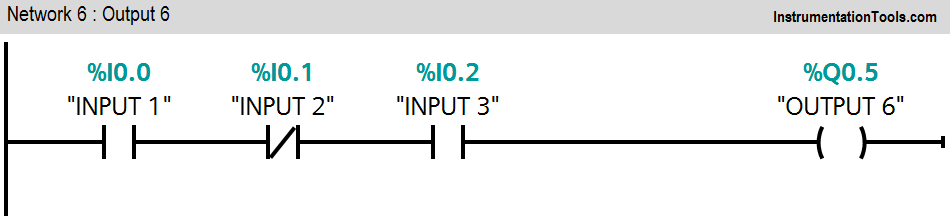
Network 6:
If input 1 (I0.0) and input 3 (I0.2) are ON and input 2 (I0.1) is OFF, Output 6 (Q0.5) will be ON.
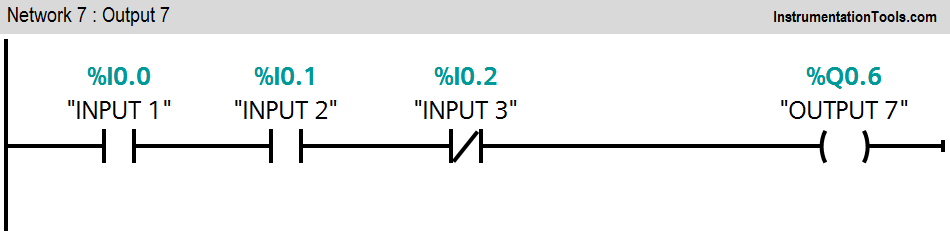
Network 7:
If input 1 (I0.0) and input 2 (I0.1) are ON and input 3 (I0.2) is OFF, Output 7 (Q0.6) will be ON.
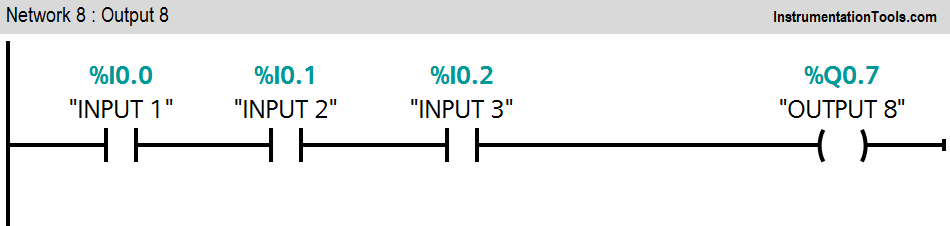
Network 8:
If input 1 (I0.0) and input 2 (I0.1) and input 3 (I0.2) are ON, Output 8 (Q0.7) will be ON.
Note :- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple concept of 3 to 8 line decoder, we can use this concept in other examples also.
All parameters considered in example are for explanation purpose only, parameters may be different in actual applications. Also all interlocks are not considered in the application.
Result
Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC 3 Phase Asynchronous Motor Control
- Energize & De-energize the Outputs using PLC
- PLC Level Control of Parallel Tanks
- GE PLC Ladder logic program download
- Allen Bradley PLC Subroutines