In this article, I will explain to you about the use of the JUMP instruction using Siemens TIA PORTAL
The jump instruction is used to skip part of the logic or rungs during the program run.
Now, why JUMP instruction? You may ask. The simple answer is to reduce scan time (one of the advantages).
To jump unnecessary logic which we don’t want to execute while program in run mode can reduce the amount of scan time.
Also Read: JUMP Example
Let’s dig deeper to understand JUMP instruction with the help of an example.
Jump Instruction in Siemens Tia Portal
Open TIA PORTAL. Enter into a programming environment.
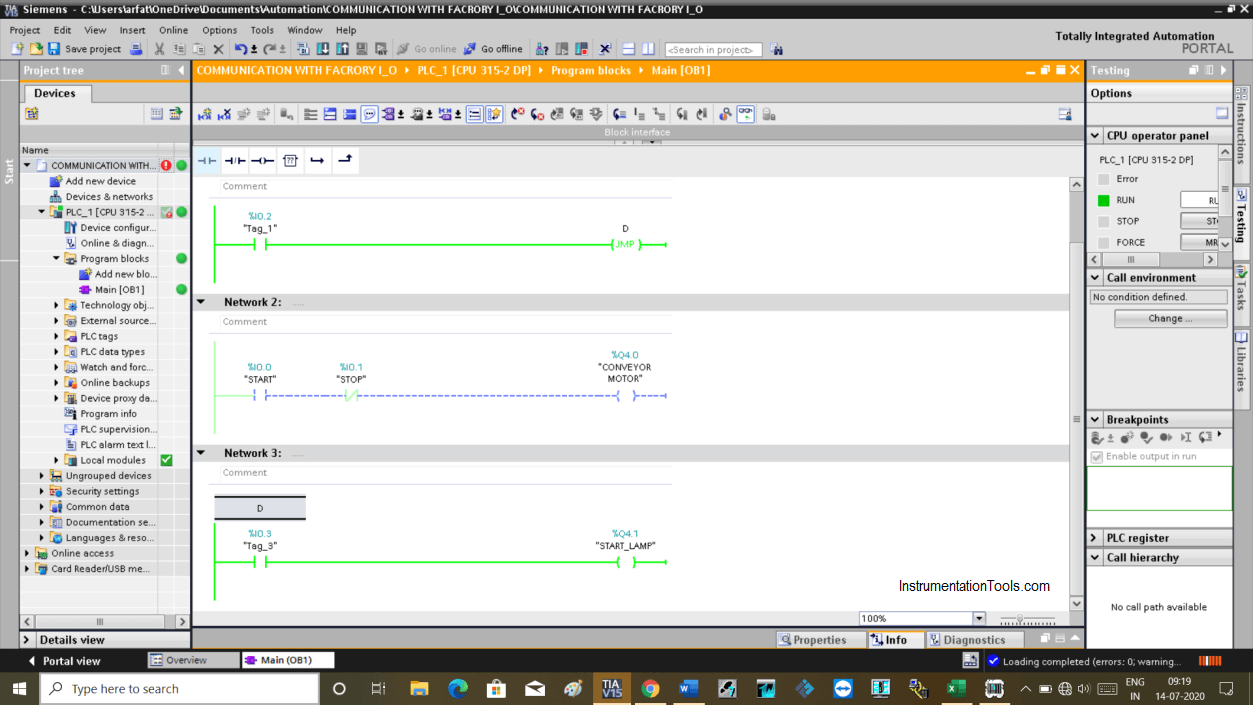
I have added little program in the second network as you can see in the below window.
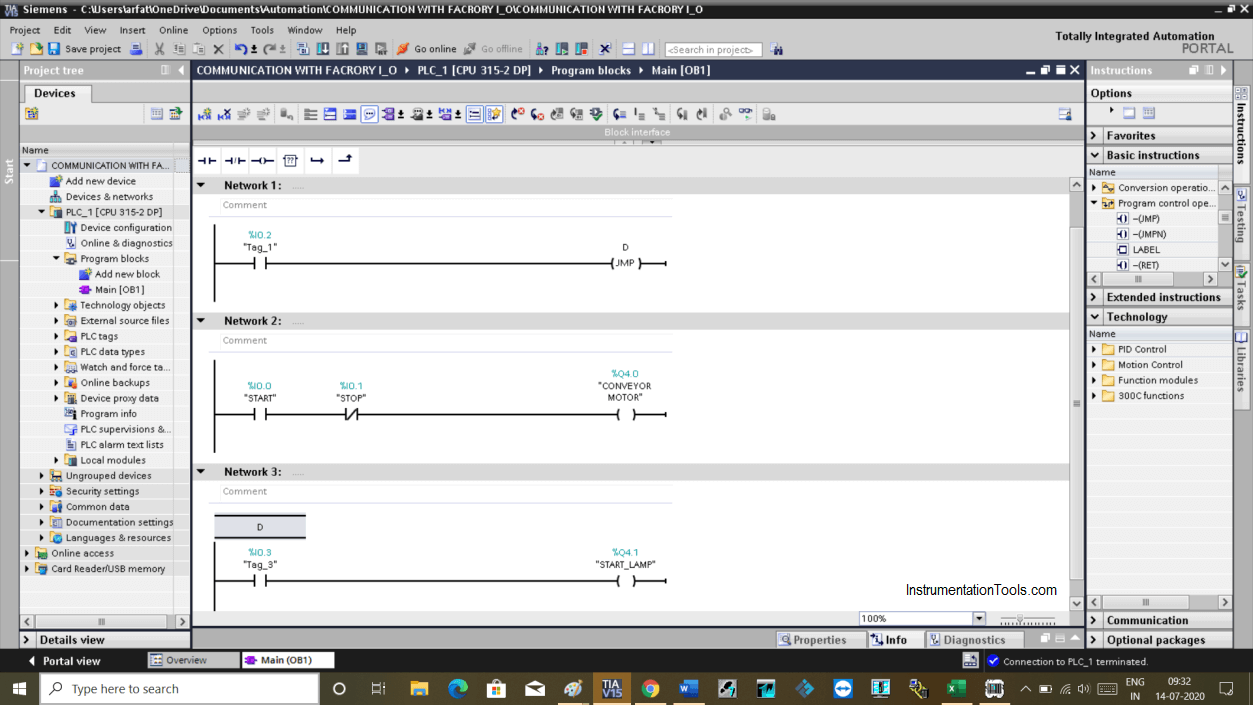
Now, I want to skip that second network. To do that I have added JUMP instruction in the first network.
In the third network, I added a label, which indicates the location of the jump.
To use JUMP instruction, you have to define it. You can define any name but always remember to use the same name as the label.
Here in our case, I have used the letter “D” in both JUMP and label instruction.
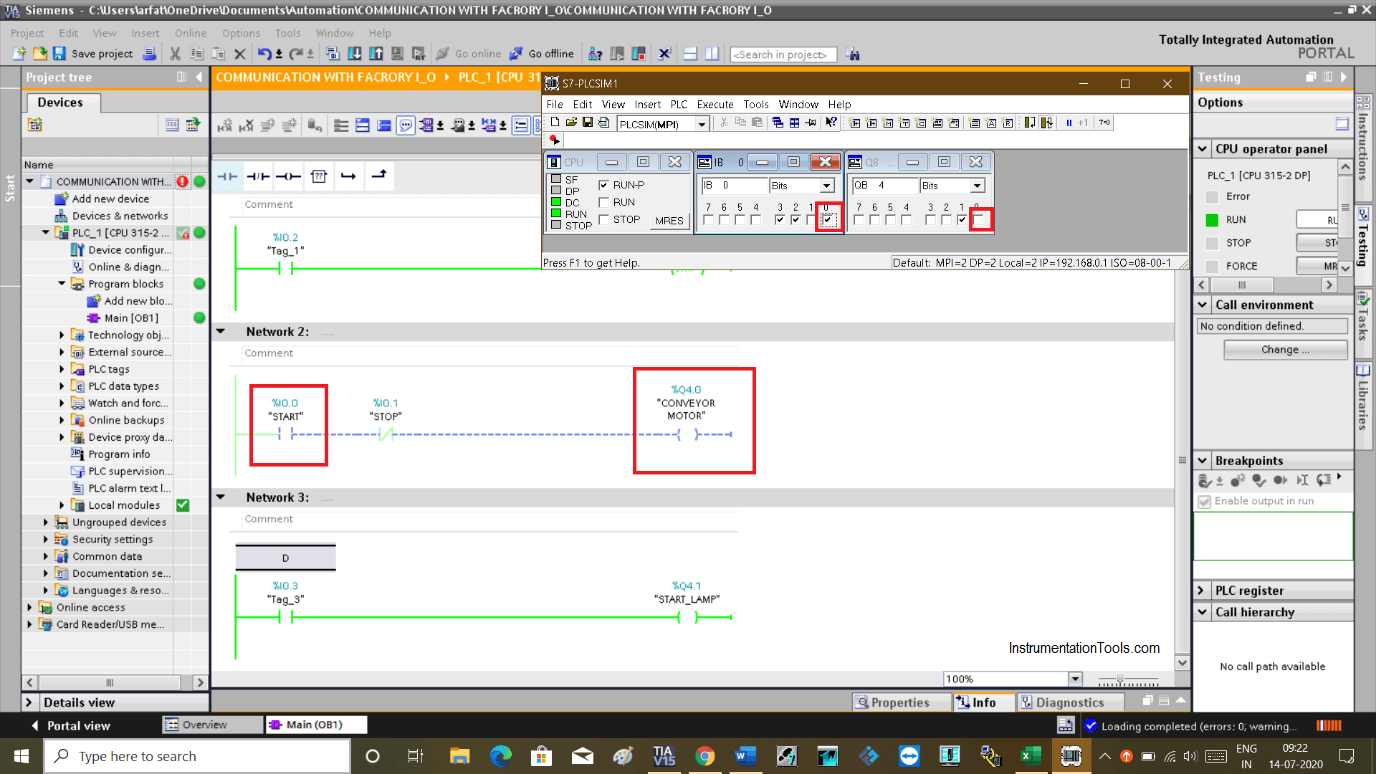
You can see in the below window, execution of the JUMP instruction.
When you turn ON input in the network 1, JUMP instruction will execute which then goes to the label and execute the logic. (in our case it goes to the rung where the label is used)
You can see that when JUMP instruction is active, the second network is disabled.
As you can see in the below window that if I try to turn ON the input in the second network, the output won’t get energized.
As soon as you switched off input in the first network, the second network will be activated again.
Author: Suhel Patel
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Forcing and Modifying PLC Logic
- Check Block Consistency Tools
- PLC Program using Pushbuttons
- Microprocessor Programming
- What is Profinet in Siemens PLC?