Today in this article we will discuss how to do proper preventive maintenance (PM) activity for a Control Valve. Because many times we miss important things that should be checked.
Control Valve Activities
Activities to do before starting the PM job (preventive maintenance) are:
Ensure a proper work permit is available for the respective control valve in which the PM job is to be done
Following Test and Calibration Instruments (TCI = Test and Calibration Instruments) to be kept ready.
- Digital Multimeter
- HART 375/475
- mA source or Beamex
- Tool bag with all necessary tools
Always check all these Tests and Calibration Instrument’s operational status one day before the PM job. If any of the Test and Calibration Instrument is not charged then charge them before the job like HART communication.
Also, make sure that Test and Calibration Instruments are calibrated and check their validity. One sample of the calibration sticker which is attached to every Test and Calibration Instrument is shown below.
Identify the hazards one day before the job. Carry all mandatory personal protective equipment (PPE) and special PPE if required.
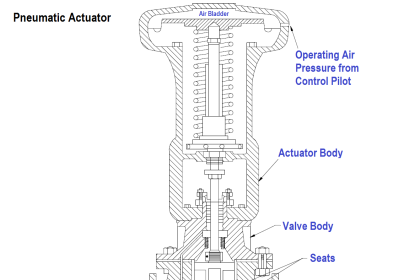
Check the valve fail action and Air Filter Regulator (AFR) set pressure from the data sheet of the control valve.
Control Valve Preventive Maintenance Procedure

- Take appropriate work permits and take necessary approvals.
- Inform operation engineers regarding the control valve stroke check activity that we will do during the PM job so that they can prepare accordingly.
- If there are any interlocks, then inform the operation engineers and force the required logic and log the activity.
- The first step is to check the air pressure in the AFR and confirm its value with the air pressure mentioned in the control valve datasheet.
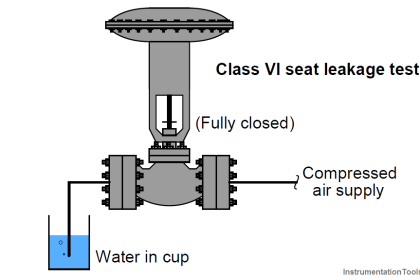
- Now using a snoop liquid leak detector (or any other leak detector) check all the air tubing and all the connections for air leakage.
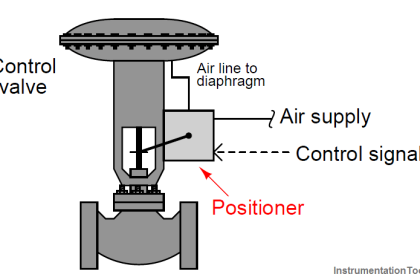
- Open the control valve positioner’s cover and check the tightness of all the cable connections. Also, if I to P converter is used, then check cable connection tightness in I to P also. If the cable lugs are not proper, the cable relugging is to be done.
- Check the supply voltage.
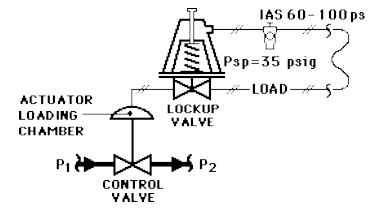
- If the feedback to the valve positioner is through the mechanical link, then check its condition. If the mechanical link is corroded then replace the mechanical link. Also check other valve accessory’s condition (Air volume booster, trip valve, quick exhaust valve, etc. if available).
- Isolate the instrument supply air and vent the remaining air in the supply line to check the control valve fail action.
10. Restore the instrument air tubing after making the valve normal, and check the fail action after removing the signal cable.
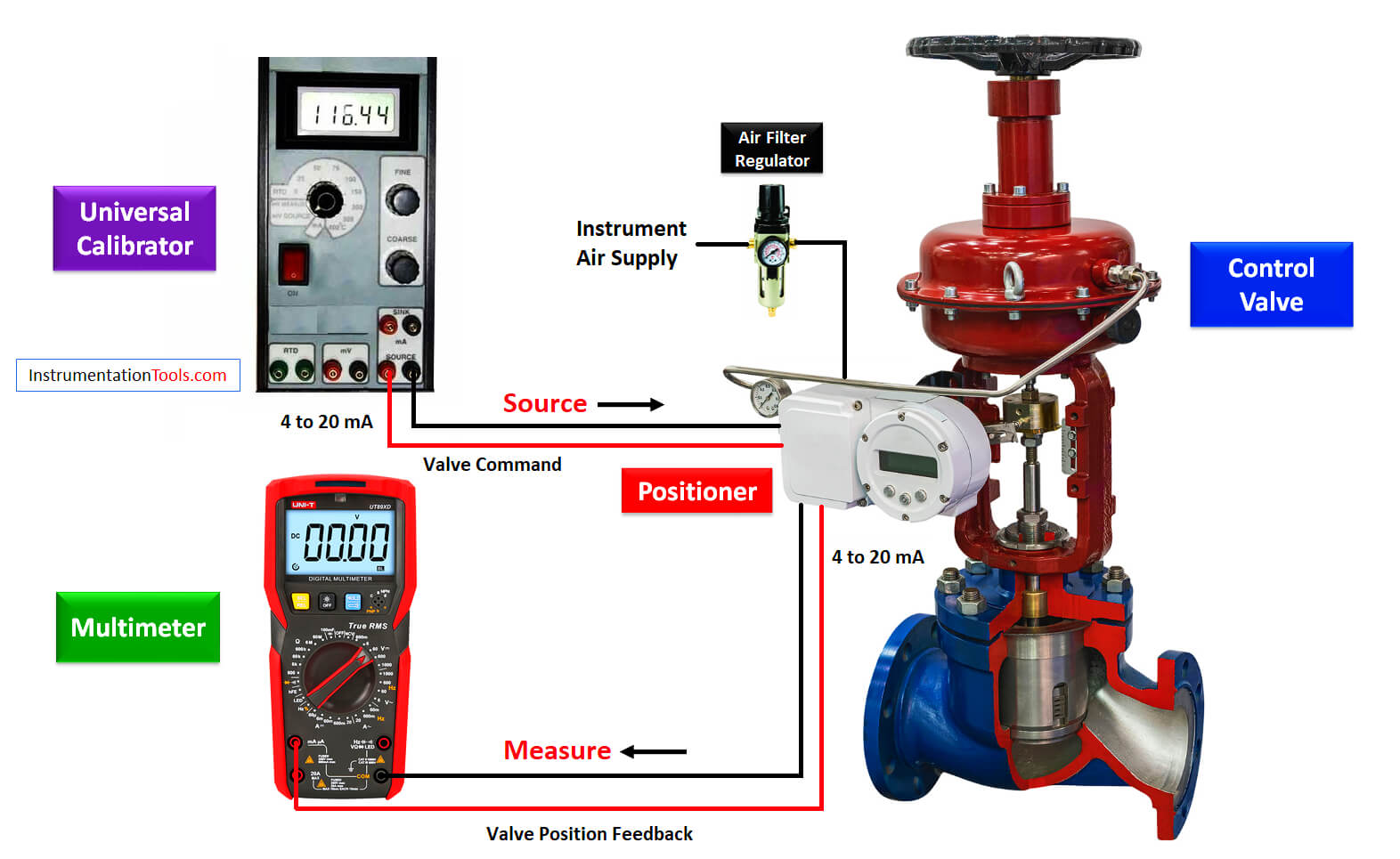
11. Now ask the control room operator to give commands from 0% to 100% with increments. In general, we use 0%, 25%, 50%, 75%, 100% calibration points.
Similarly, check the valve stroke in decrement from 100% to 0% in steps. If there is no facility to give input from the control room, then connect the HART communicator or mA source or Beamex to the control valve for giving the commands from the field directly.
Note down values as shown in the table:
| Control Valve Stroke Check | Field Value | DCS/SCADA/PLC Value |
| 0 | ||
| 25 | ||
| 50 | ||
| 75 | ||
| 100 | ||
| 75 | ||
| 50 | ||
| 25 | ||
| 0 |
12. If valve command vs travel and feedback is not satisfactory, then do the calibration of the control valve. Again repeat from step 9, if calibration is done.
13. Apply a calibration sticker on the Control Valve with the appropriate due date.
14. Clean the Control Valve.
15. Normalize the logic if forced. Close the work permit.
15. Fill up the calibration record.
PM Checklist
The following are the PM checklist points that need to be filled:
- Tag number of Instrument
- Order Number
- Permit Number
- Date of Calibration
- Air Pressure
- Fail Action
- Position before doing Job
- Position after doing Job
- Control Valve Make & Model number
- Test and Calibration Instrument used
- Test Result
- Technicians involved in Job
- Engineers involved in Job
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next: