This article discusses Product Weighing and Sticker machine Programs in industrial packing machines.
Product Sticker Machine
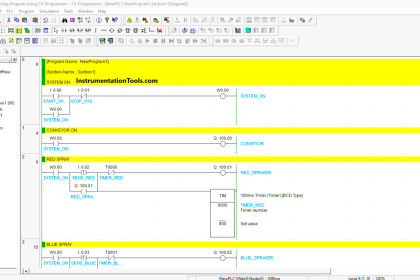
The PLC system has 2 buttons, the START_SYSTEM (0.00) button is used to Turn On the system, and the STOP_SYSTEM (0.01) button is used to Turn Off the system. This system also uses the SENS_PRODUCT (0.02) sensor to detect products and the Limit Switch LS_PISTON_STAMP (0.03) for the Piston Stamp Interlock.
When the START_SYSTEM (0.00) button is pressed, the CONVEYOR (100.00) Output will be ON.
When the sensor SENS_PRODUCT (0.02) detects a product, the CONVEYOR (100.00) Output will be OFF for 5 seconds to weigh the product. Product weighing data will be stored in memory word WEIGHING_INDICATOR (D0).
If the product weight is equal to 15 kg (#15), then the PISTON_STAMP (100.01) Output will be ON to give a sticker to the Product. The PISTON_STAMP (100.01) Output will be OFF when the Limit Switch LS_PISTON_STAMP (0.03) is in the HIGH state.
If in 2 seconds the weight of the product is not equal to 15kg (#15), then the ALARM Output (100.02) will be ON.
Each product given a sticker will be recorded in the memory word COUNTER_PRODUCT (D100). The value in the memory word COUNTER_PRODUCT (D100) will be reset to zero “0” when the STOP_SYSTEM (0.01) button is Pressed.
IO Details
| Comment | Input (I) | Output(Q) | Memory Word | Memory Bits | Timer |
| START_SYSTEM | 0.00 | ||||
| STOP_SYSTEM | 0.01 | ||||
| SENS_PRODUCT | 0.02 | ||||
| LS_PISTON_STAMP | 0.03 | ||||
| CONVEYOR | 100.00 | ||||
| PISTON_STAMP | 100.01 | ||||
| ALARM | 100.02 | ||||
| TIMER_1 | T0000 | ||||
| TIMER_2 | T0001 | ||||
| SYSTEM_ON | W0.00 | ||||
| CUTOFF | W0.01 | ||||
| WEIGHING_INDICATOR | D0 | ||||
| COUNTER_PRODUCT | D100 |
PLC Program
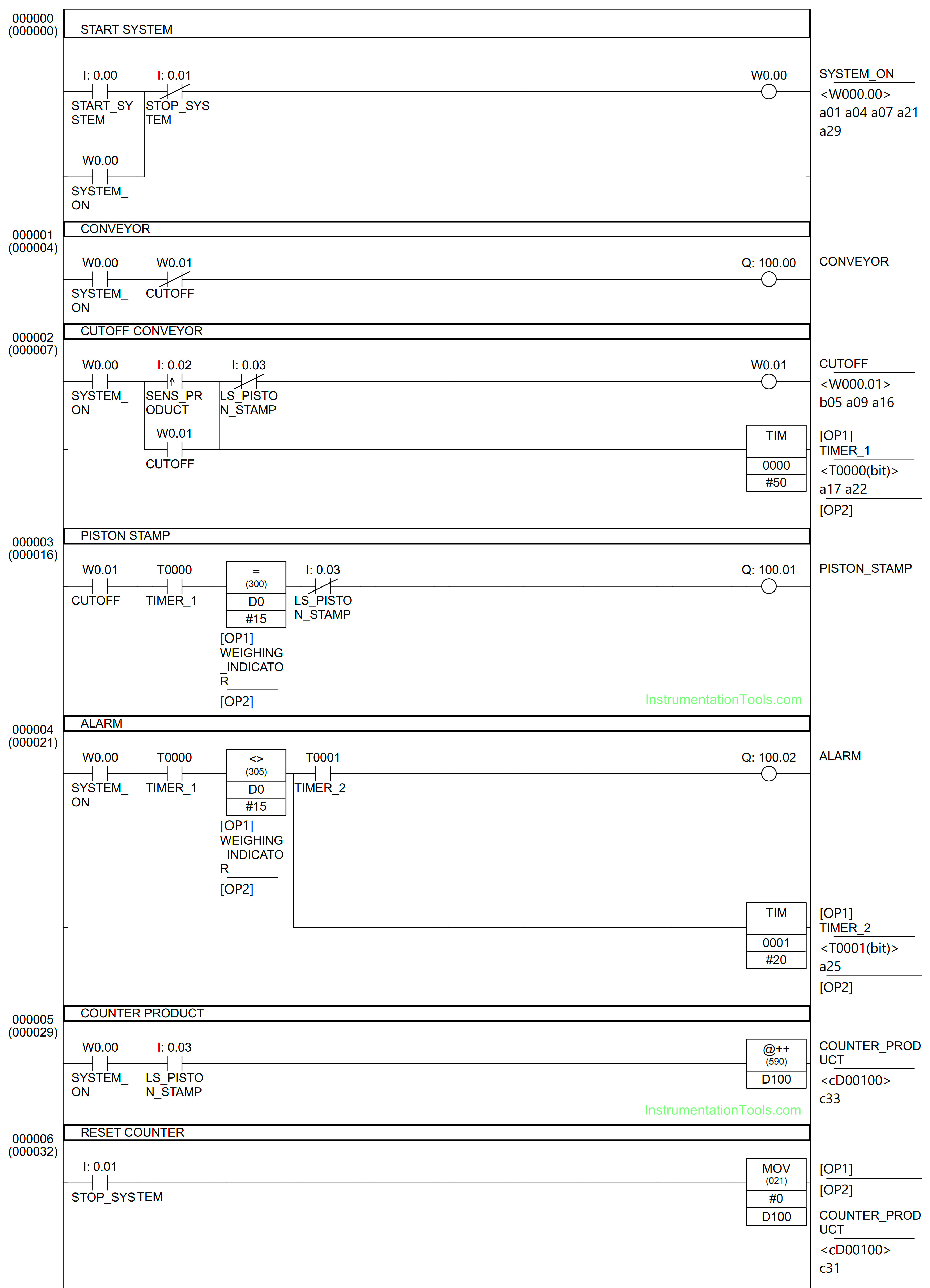
RUNG 0 (START_SYSTEM)
In this Rung, when the START_SYSTEM (0.00) button is Pressed, the memory bit SYSTEM_ON (W0.00) changes to the HIGH state. The memory bit SYSTEM_ON (W0.00) remains in the HIGH state even though the START_SYSTEM (0.00) button has been Released because it uses Latching.
The memory bit SYSTEM_ON (W0.00) will change to LOW state if the STOP_SYSTEM (0.01) button is Pressed.
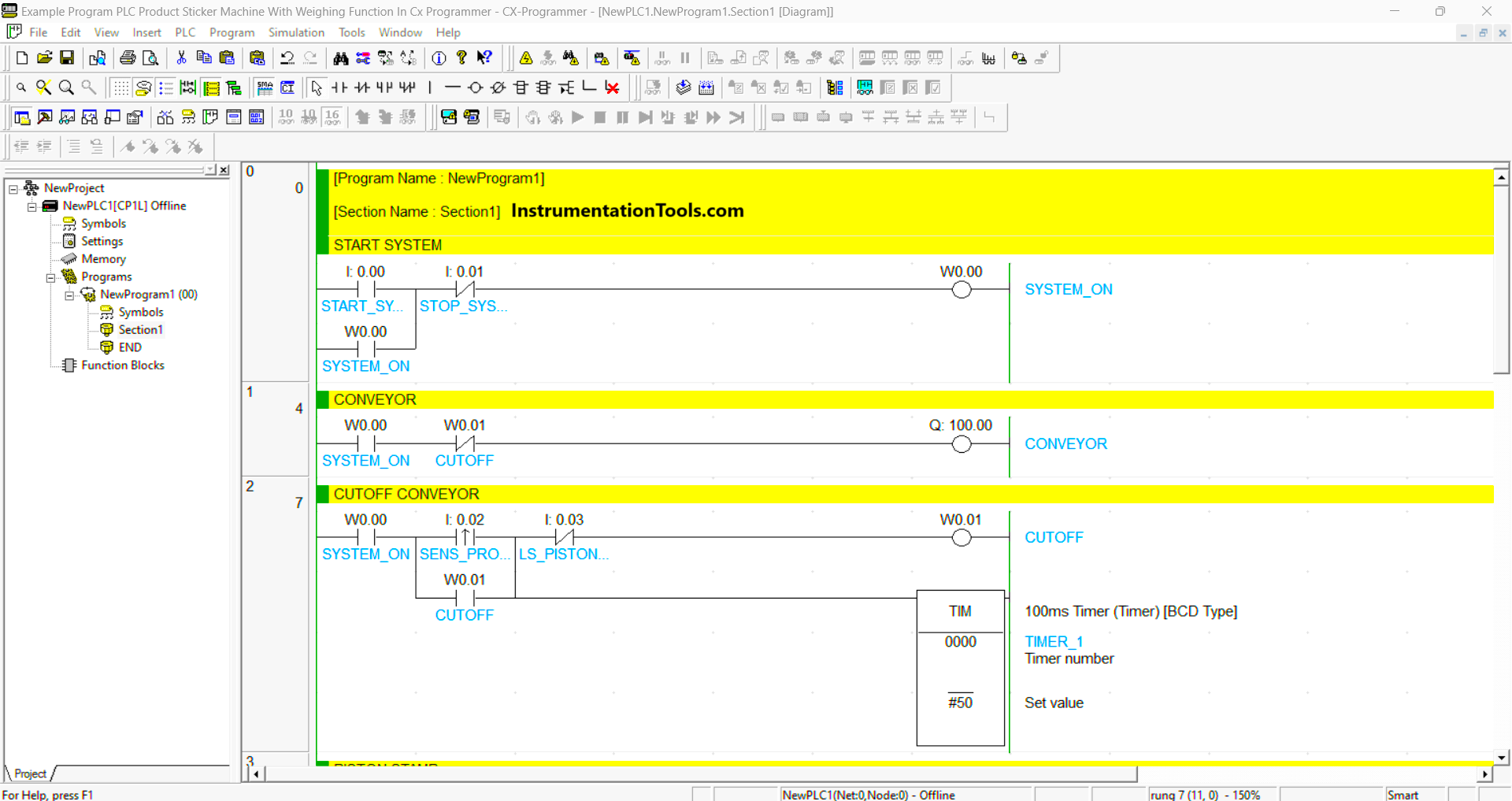
RUNG 1 (CONVEYOR)
When the NO contact of memory bit SYSTEM_ON (W0.00) is in the HIGH state, the CONVEYOR (100.00) Output will be ON.
The CONVEYOR (100.00) Output will be OFF if the NO contact of memory bit SYSTEM_ON (W0.00) is in the LOW state or the NC contact of memory bit CUTOFF (W0.01) is in the HIGH state.
RUNG 2 (CUTOFF CONVEYOR)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and Sensor SENS_PRODUCT (0.02) in the HIGH state, then the memory bit CUTOFF (W0.01) will change to a HIGH state and the timer TIMER_1 (T0000) will Start counting up to 5 seconds.
The memory bit CUTOFF (W0.01) will change to a LOW state when the NC contact of Limit Switch LS_PISTON_STAMP (0.03) is in the HIGH state.
RUNG 3 (PISTON STAMP)
The Output PISTON_STAMP (100.01) will be ON when the NO contact of memory bit SYSTEM_ON (W0.00) and TIMER_1 (T0000) are in a HIGH state and the value in memory word WEIGHING_INDICATOR (D0) is equal to “15”.
The PISTON_STAMP (100.01) Output will be OFF if the NC contact of Limit Switch LS_PISTON_STAMP (0.03) is in the HIGH state.
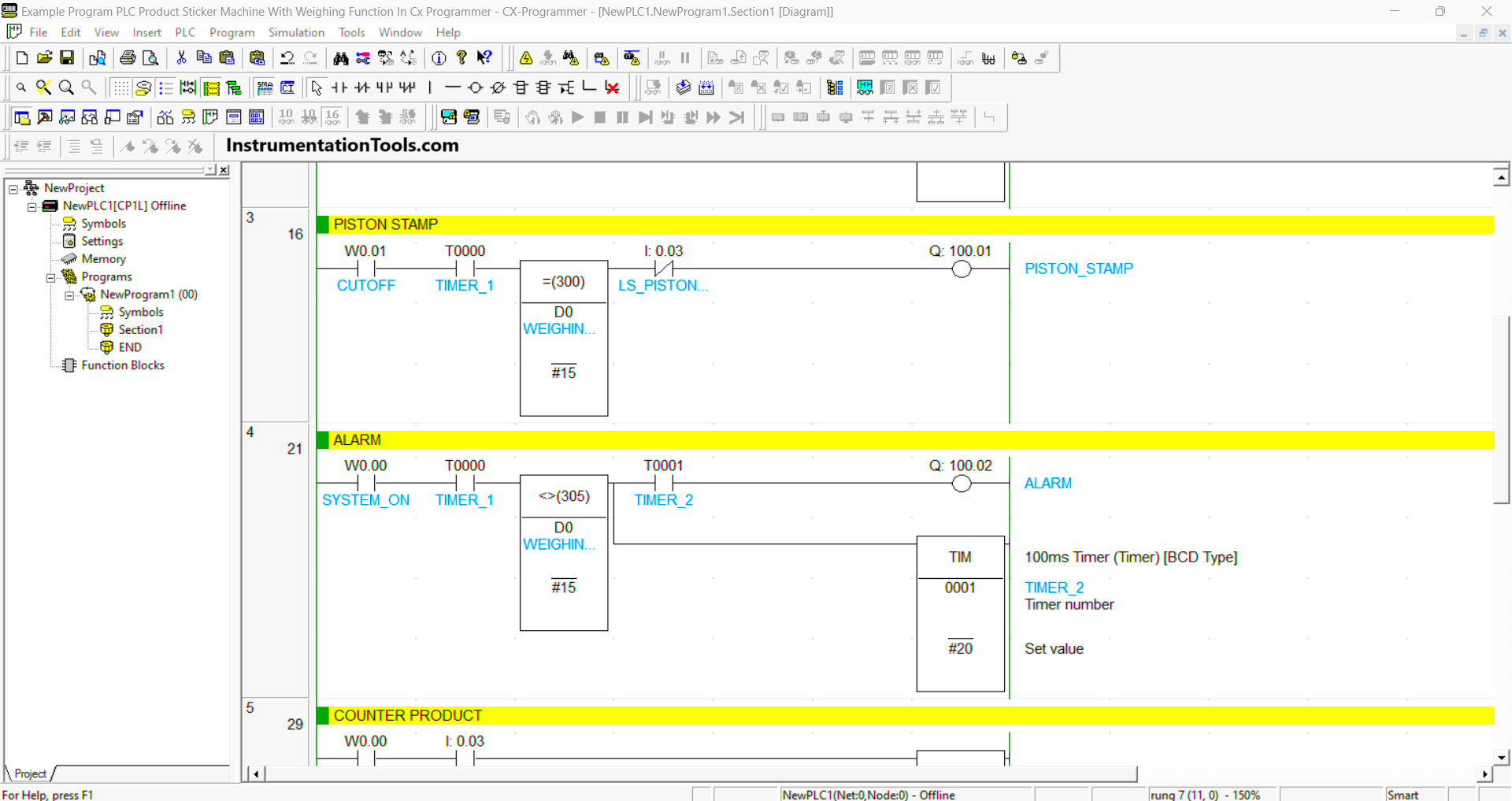
RUNG 4 (ALARM)
When the NO contacts of memory bit SYSTEM_ON (W0.00) and TIMER_1 (T0000) are in a HIGH state and the value in memory word WEIGHING_INDICATOR (D0) is not equal to “15”, then the timer TIMER_2 (T0001) will Start counting up to 2 seconds.
When the timer TIMER_2 (T0001) has reached the “Set value”, the ALARM (100.02) Output will be ON.
RUNG 5 (COUNTER PRODUCT)
When the NO contact of memory bit SYSTEM_ON (W0.00) and the Limit Switch LS_PISTON_STAMP (0.03) are in the HIGH state, the value in memory word COUNTER_PRODUCT (D100) will increase (+1).
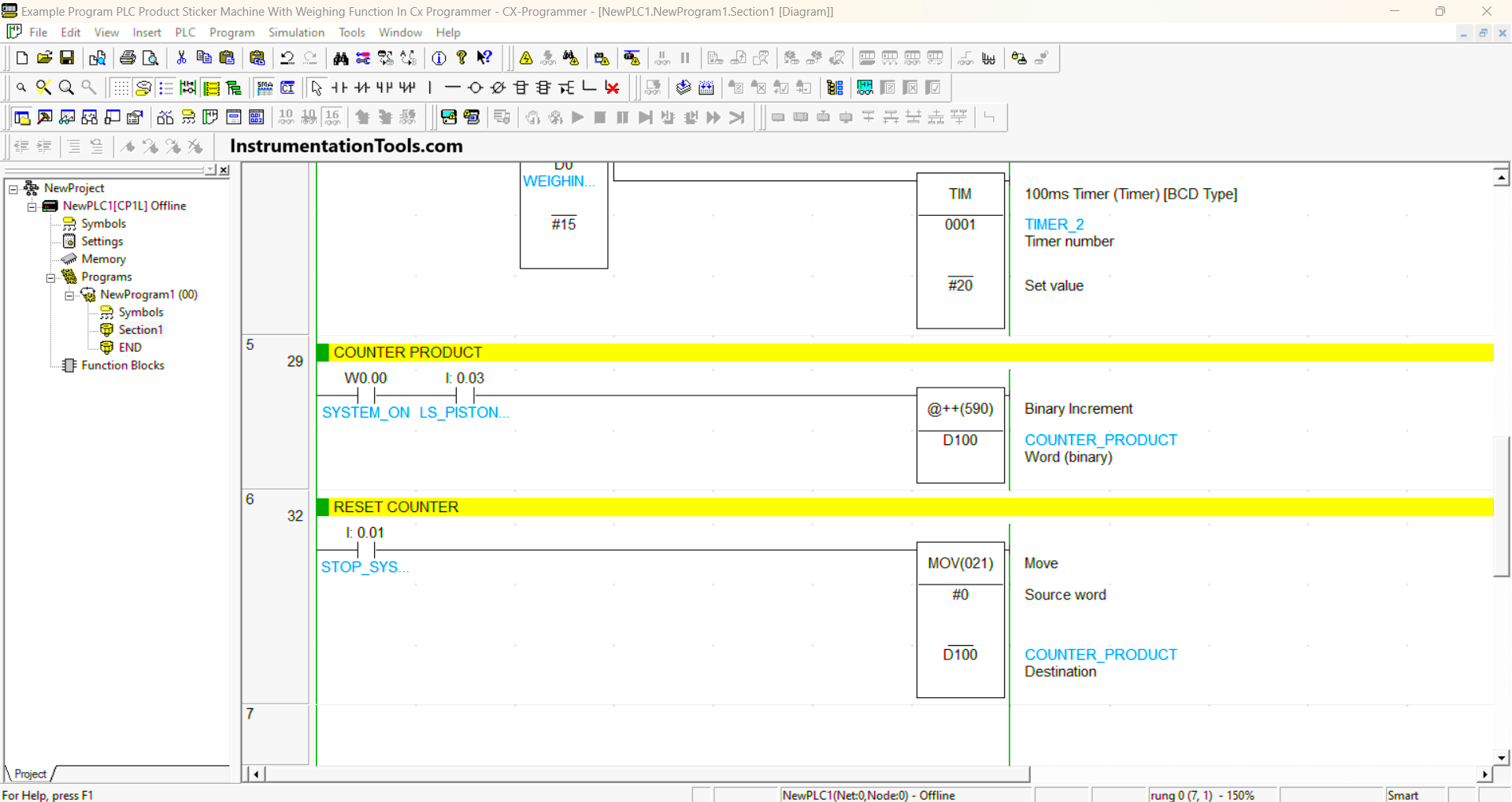
RUNG 6 (RESET COUNTER)
When the STOP_SYSTEM (0.01) button is pressed, the value in the memory word COUNTER_PRODUCT (D100) will be reset to zero “0”.
Read Next:
- Automatic Vacuum Cleaner PLC Programming
- Automatic Exhaust Fan XG5000 PLC Program
- Perfume Mixing and Filling System PLC Logic
- Product Painting with Omron PLC Program
- Attendance System Program in Omron PLC