Develop PLC Programming Example using Limit Switch according to the logic given below,
- The system is started by an operator each shift, and the item to be sorted are then fed onto the production line conveyor.
- Once the start is pressed conveyer should ON, the items proceed, operating limit switch 1, which counts all the items.
- Limit switch 2 counts only the larger items. Limit switch 3 counts only the larger items.
- As limit switch 2 is operated, a pneumatic ram 1 is activated and thus stores all the larger items in the bigger box.
- As limit switch 3 is operated, a pneumatic ram 1 is activated and thus stores all the larger items in the smaller box.
- At the end of 2 items, next bigger box output and smaller box output turns ON to shift new boxes.
- The counter automatically resets when the preset value meets the accumulator value.
- When operator press end of work, It waits for 10s to turn off conveyor motor in between any items crosses limit switch, it should count and send to respective boxes.
- The stop is pressed to stop the process at any time.

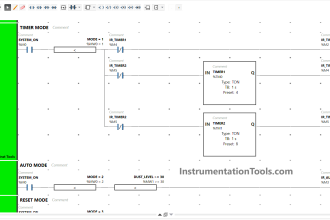
PLC Programming Limit Switch

Program Description:
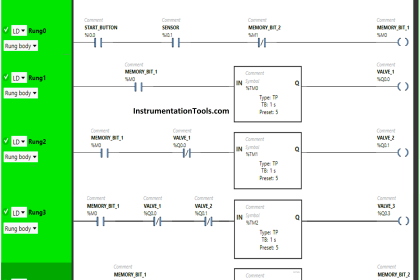
Rung 0000:
Start/Stop PB latched with memory B3:0/0. Timer off delay is connected to stop conveyor motor after 10s once the end of work is pressed.
Rung 0001:
B3:0/0 enabled to turn on conveyer motor (O:0/0 ). Limit switch 1 (I:0/0) is connected to counter which counts all incoming items. Normally open contact of the timer is connected in series to stop the conveyor motor.
Rung 0002:
Limit switch 2 (I:0/1) is to count bigger items and enabling pneumatic ram 1 (O:0/1) to push bigger item to a bigger box.
Rung 0003:
Limit switch 3 (I: 0/2) is to count bigger items and enabling pneumatic ram 2 (O:0/2) to push bigger item to a bigger box.
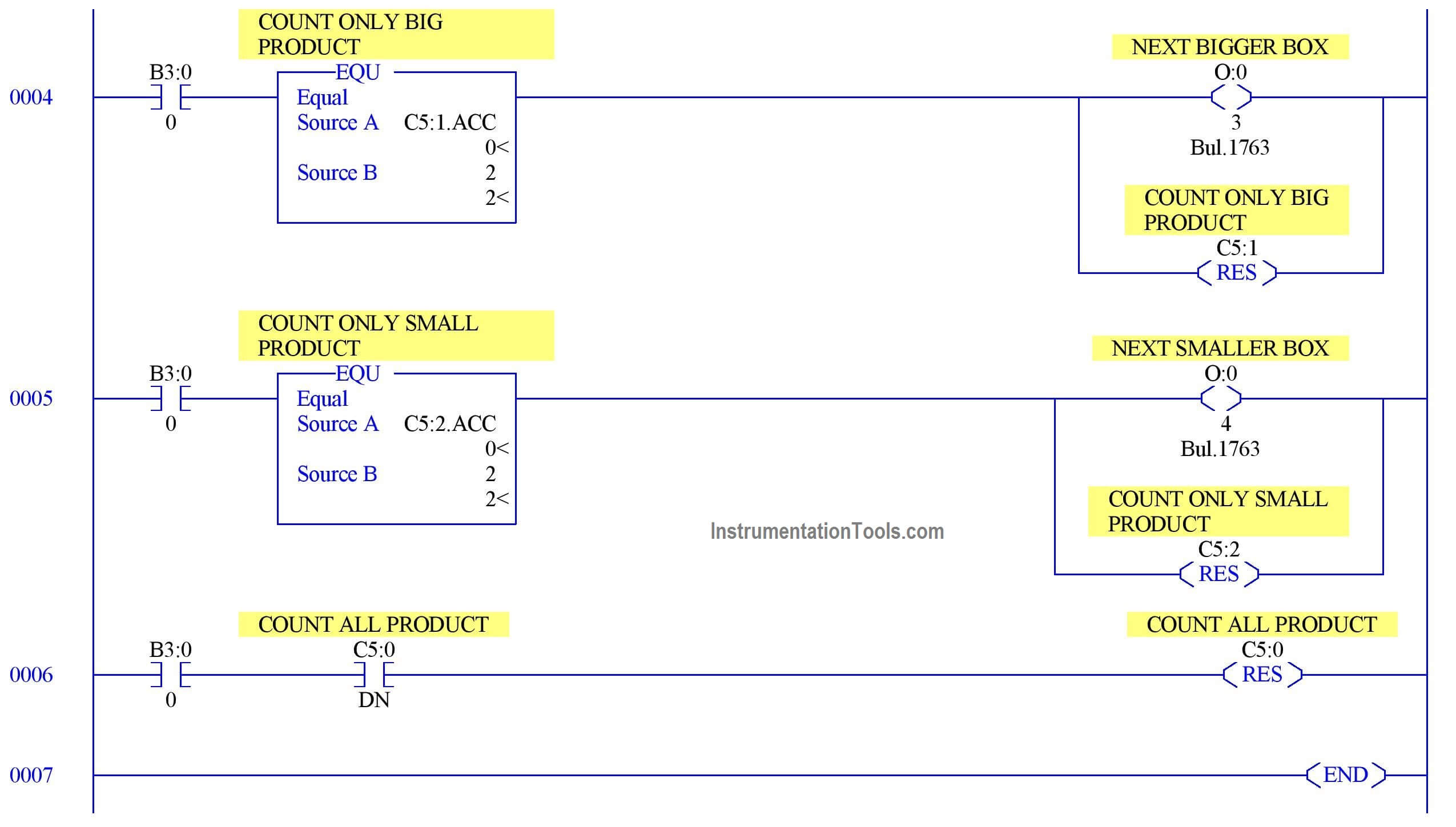
Rung 0004:
Comparator block is used to compare counter (C5:1) with 2 to change the bigger box and to reset the counter to set to count from first.
Rung 0005:
Comparator block is used to compare counter (C5:2) with 2 to change the smaller box and to reset the counter to set to count from first.
Rung 0006:
Reset operation automatically happen, when Counter(C5:0 ) preset value reaches accumulator value,
Program Output:
When Start Pushbutton is pressed.

When Bigger product crossing limit switch 2

When smaller product crossing limit switch 3

When End of work button is pressed

Conclusion:
We can use this example to understand the programming logic in AB Programmable Logic Controllers (PLC).
Author: Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
What is De-energize to Safe Loop?




Desa moulding machine ka program banya 450 ka plc ladder logic bniya
Dears,
Using limit switch for a manual door how the calculate its opening and closing timing without the help of plc
can you please help to get a solution in this