Ladder Diagram (LD) Programming
The most common language used to program PLCs is Ladder Diagram (LD), also known as Relay Ladder Logic (RLL).
This is a graphical language showing the logical relationships between inputs and outputs as though they were contacts and coils in a hard-wired electromechanical relay circuit.
This language was invented for the express purpose of making PLC programming feel “natural” to electricians familiar with relay-based logic and control circuits. While Ladder Diagram programming has many shortcomings, it remains extremely popular in industries automation.
Every Ladder Diagram program is arranged to resemble an electrical diagram, making this a graphical (rather than text-based) programming language.
Ladder diagrams are to be thought of as virtual circuits, where virtual “power” flows through virtual “contacts” (when closed) to energize virtual “relay coils” to perform logical functions.
None of the contacts or coils seen in a Ladder Diagram PLC program are real; rather, they act on bits in the PLC’s memory, the logical interrelationships between those bits expressed in the form of a diagram resembling a circuit. being edited on a personal computer:
Ladder Diagram Programming
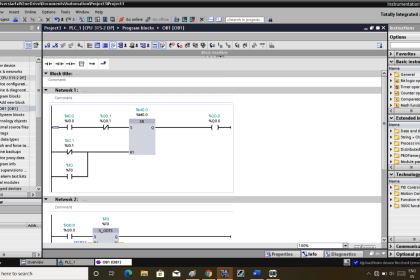
The following computer screenshot shows a typical Ladder Diagram program.

Contacts appear just as they would in an electrical relay logic diagram – as short vertical line segments separated by a horizontal space.
Normally-open contacts are empty within the space between the line segments, while normally-closed contacts have a diagonal line crossing through that space.
Coils are somewhat different, appearing as either circles or pairs of parentheses. Other instructions appear as rectangular boxes.
Each horizontal line is referred to as a rung, just as each horizontal step on a stepladder is called a “rung.”
A common feature among Ladder Diagram program editors, as seen on this screenshot, is the ability to color-highlight those virtual “components” in the virtual “circuit” ready to “conduct” virtual “power.”
In this particular editor, the color used to indicate “conduction” is light blue.
Another form of status indication seen in this PLC program is the values of certain variables in the PLC’s memory, shown in red text.
For example, you can see coil T2 energized at the upper-right corner of the screen (filled with light blue coloring), while coil T3 is not.
Correspondingly, each normally-open T2 contact appears colored, indicating its “closed” status, while each normally-closed T2 contact is uncolored.
By contrast, each normally-open T3 contact is uncolored (since coil T3 is unpowered) while each normally-closed T3 contact is shown colored to indicate its conductive status.
Likewise, the current count values of timers T2 and T3 are shown as 193 and 0, respectively. The output value of the math instruction box happens to be 2400, also shown in red text.
Color-highlighting of Ladder Diagram components only works, of course, when the computer running the program editing software is connected to the PLC and the PLC is in the “run” mode (and the “show status” feature of the editing software is enabled).
Otherwise, the Ladder Diagram is nothing more than black symbols on a white background.
Not only is status highlighting very useful in de-bugging PLC programs, but it also serves an invaluable diagnostic purpose when a technician analyzes a PLC program to check the status of real-world input and output devices connected to the PLC.
This is especially true when the program’s status is viewed remotely over a computer network, allowing maintenance staff to investigate system problems without even being near the PLC!
Credits : by Tony R. Kuphaldt – Creative Commons Attribution 4.0 License
PLC Tutorials :
What is Programmable Logic Controller ?
What is Ladder Diagram Programming ?
History of Programmable Logic Controllers
Mis-conceptions of PLC Ladder Logic
Contacts and coils in PLC
Digital Input and Output Modules
Analog I/O and Network I/O
PLC Input/Output Modules
Memory Mapping in PLC
Analog Input Scaling
PLC Example with Switches
Counter Instructions
Timer Instructions
Math instructions
Data Instructions
Ladder Logic Questions
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.





Para mié muy buena información por traer explicaciones muy detallada por lo que me es muy util
Translated: For me, very good information because it provides very detailed explanations, so it is very useful to me.
La programación en escalera es más sencilla de comprender las secuencias ya que siempre tienes que poner las condiciones para una buena secuencia sea semiautomática o automática
Translated: Ladder programming is easier to understand the sequences since you always have to set the conditions for a good sequence, whether semi-automatic or automatic.