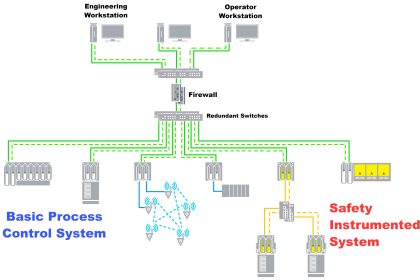
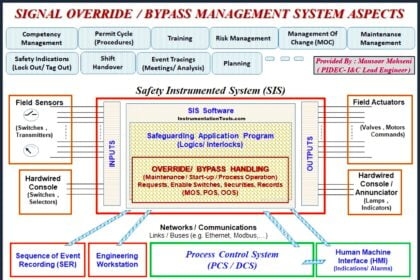
A Safety instrumented system (SIS) consists of an engineered set of hardware and software controls which are especially used on critical process systems.
SIS – Safety Instrumented System Example
Examples of Safety instrumented systems are most often used in process (e.g., refineries, chemical, nuclear) facilities to provide protection such as:
- High fuel gas pressure initiates action to close the main fuel gas valve.
- High reactor temperature initiates action to open cooling media valve.
- High distillation column pressure initiates action to open a pressure vent valve.
Another example of SIS is for water treatment facility, described as below :
One of the processes of municipal wastewater treatment is the aerobic digestion of organic matter by bacteria.
This process emulates one of many waste-decomposition processes in nature, performed on an accelerated time frame for the needs of large wastewater volumes in cities.
The process consists of supplying naturally occurring bacteria within the wastewater with enough oxygen to metabolize the organic waste matter, which to the bacteria is food.
In some treatment facilities, this aeration is performed with ambient air. In other facilities, it is performed with nearly pure oxygen.
Aerobic decomposition is usually part of a larger process called activated sludge, whereby the effluent from the decomposition process is separated into solids (sludge) and liquid (supernatant), with a large fraction of the sludge recycled back to the aerobic chamber to sustain a healthy culture of bacteria and also ensure adequate retention time for decomposition to occur.
Separating liquids from solids and recycling the solids ensures a short retention time for the liquid (allowing high processing rates) and a long retention time for the solids (ensuring thorough digestion of organic matter by the bacteria).
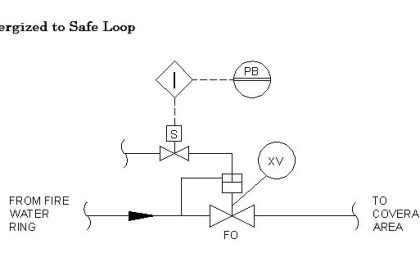
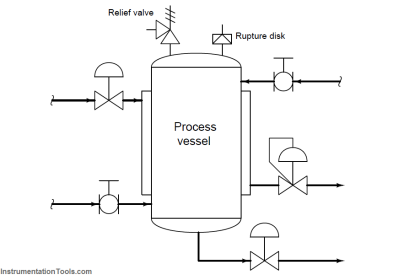
SIS example : Water Treatment Oxygen Purge System
A simplified P&ID of an activated sludge water treatment system is shown here, showing how both the oxygen flow into the aeration chamber and the sludge recycle flow back to the aeration chamber are controlled as a function of influent wastewater flow:

Aerobic decomposition performed with ambient air as the oxidizer is a very simple and safe process. Pure oxygen may be chosen instead of ambient air because it accelerates the metabolism of the bacteria, allowing more processing flow capacity in less physical space.
For the same reason that pure oxygen accelerates bacterial metabolism, it also accelerates combustion of any flammable substances. This means if ever a flammable vapor or liquid were to enter the aeration chamber, there would be a risk of explosion.
Although flammable liquids are not a normal component of municipal wastewater, it is possible for flammable liquids to find their way to the wastewater treatment plant.
One possibility is the event of a fuel carrier vehicle spilling its cargo, with gasoline or some other volatile fuel draining into a sewer system tunnel through holes in a grate.
Such an occurrence is not normal, but certainly possible. Furthermore, it may occur without warning for the operations personnel to take preemptive action at the wastewater treatment plant.
To decrease this safety hazard, Low Explosive Limit (LEL) sensors installed on the aeration chamber detect and signal the presence of flammable gases or vapors inside the chamber.
If any of the sensors register the presence of flammable substances, a safety shutdown system purges the chamber of pure oxygen by taking the following steps:
- Stop the flow of pure oxygen into the aeration chamber
- Open large vent valves to atmosphere
- Start air blowers to purge the chamber of residual pure oxygen

As with the P&ID, this diagram is a simplified representation of the real safety shutdown system.
In a real system, multiple analytical high-alarm (LEL) sensors work to detect the presence of flammable gases or vapors, and the oxygen block valve arrangement would most likely be a double block and bleed rather than a single block valve.
The following photograph shows an LEL sensor mounted inside an insulated enclosure for protection from cold weather conditions at a wastewater treatment facility:

In this photograph, we see a purge air blower used to sweep the aeration chamber of pure oxygen (replacing it with ambient air) during an emergency shutdown condition:

Since this is a centrifugal blower, providing no seal against air flow through it when stopped, an automatic purge valve located downstream (not to be confused with the manually-actuated vent valve seen in this photograph) is installed to block off the blower from the oxygen-filled chamber.
This purge valve remains shut during normal operation, and opens only after the blower has started to initiate a purge.