In all of our activities, safety is one of the prime points under consideration. The same is true when we deal with industrial processes, mainly when process automation is increasingly being applied in the industries, which means that many decisions and actions, previously made by humans, are now assigned to automated equipments and systems.
How can we be sure that safety systems will work when required? Can we trust in emergency equipment during an unexpected event?
Partial Stroke Test

Rules, procedures, articles and countless information and know-how were generated throughout time, making it possible to identify critical equipment’s during an emergency, as well as to increase their reliability and integrity when we most depend on them. When referring to block valves or safety system valves, the ideal thing would be testing them from time to time to know if they´re working properly.
Generally, these valves may take long, sometimes years, before being put to work. As they are subject to weather conditions, or in aggressive and corrosive environment, normally they suffer decay inherent in the materials and concepts of the project. Will such valves work when needed?
Not very long ago, what you did was to test all valves when the process stops. They were factory breaks scheduled for equipment maintenance, new installations and process improvement. During these periods, the valves were activated, full open and closed, allowing for the following items to be checked:
- Possible stem blocking;
- Air supply leakage on the actuator;
- Tight shut sealing;
- Integrity of the valve/actuator set;
- Signal integrity on the control panel, etc.
This type of test is known as Full Stroke Test –FST.
As an industry cannot stop very often for productivity and profitability reasons, such tests might take months or even years to be carried out. In practice, if there was doubt that the valve wasn´t working properly, an emergency stop was simulated, or bypasses were applied on the normal process flow to execute the FST.
Whatever the case, high costs were required for the execution of those tests or maneuvers, both concerning the halt in the plant process and the additional equipment required for the tests.
Usually the extra equipment’s are block valves operated manually, piping bypasses, solenoid valves, stroke control mechanical devices, not to mention logistics and the staff involved in the activity, in addition to possible company profit losses.
It would be great if such tests could be scheduled and implemented more frequently. It would be great to have parameters for evaluating the valve wear down, and allowing preventive maintenance before an emergency occurs. It would be great if the costs involved were lower.
The simpler, less expensive and more reliable solution is to adopt the PST, or Partial Stroke Test. PST simply means moving partially the valve shaft and measuring the actions needed to do it.
Also, it is possible to measure the valve response time, or even checking if the valve is not blocked up, or if the pneumatic actuator is correctly pressurized, without needing on-site inspection.
According to the Offshore Installations Data Manual published by OREDA (Offshore Reliability Data), the PST can detect 70% of valve problems that statistically occur more frequently. Although, in order to inspect properly a valve leakage when it is tight shut, the Total Course Test must be performed.
How long should the partial course be? This will depend on the process, so that the partial course do not interfere with the normal plant work or, alternatively, do not cause even minor oscillations on the process. In many cases, 15 percent of variations on the valve opening already make it possible to identify potential problems.
However, the automatic PST at reasonable costs was only viable after the Valve Intelligent Positioner was developed, in addition to the long list of parameters available, which, when monitored and configured, generate a wide variety of diagnostics.
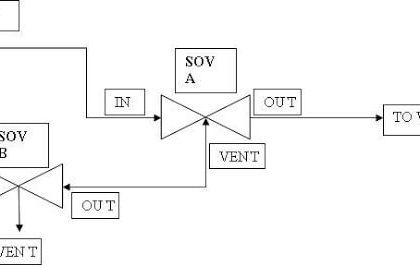
How Partial Stroke Test Works :
The method used by the Intelligent Valve Positioners to perform the PST is called the Dynamic Ramp method. The positioner generates automatically a ramp variation of the setpoint signal on the user-determined offset range.
The valve moves in response to the setpoint while the positioner reads the valve position through the position sensor, based on the Hall Effect sensor, without mechanical contact.
At the same time, the positioner measures the applied pressure needed for moving the valve stem. After reaching the maximum set point, the positioner reverts for the valve to return to its original position.
In the same way, during the reversion, the positioner measures the valve position and the respective activation pressure. When the test ends, the Poisitioner calculates and enables the valve load factor, i.e., the pressure value required to move the stem. And also, the related graph showing the test result.
Benefits of Partial Stroke Test
The benefits of using PST are not limited to simply the safety performance but gains can also be made in the production performance of a plant and the capital cost of a plant.
These are summarized as follows
Safety benefits
Gains can be made in the following areas by the use of PST.
-
- Reducing the probability of failure on demand.
Production benefits
There are a number of areas where production efficiency can be improved by the successful implementation of a PST system.
-
- Extension of the time between compulsory plant shutdowns.
- Predicting potential valve failures facilitating the pre-ordering of spare parts.
- Prioritisation of maintenance tasks.
Standards
Partial stroke testing (or PST) is an accepted petroleum industry standard technique and is also quantified in detail by regulatory bodies such as the International Electro-technical Commission (or IEC) and the Instrument Society of America (or ISA).
The following are the standards appropriate to these hot-bodies.
-
- IEC61508 – Functional safety of electrical/electronic/programmable electronic safety-related systems
- IEC61511 – Functional safety – Safety instrumented systems for the process industry sector
- ANSI/ISA-84.00.01 – Functional Safety: Safety instrumented systems for the process industry sector (an ANSI standard)
These standards define the requirements for safety related systems and describe how to quantify the performance of PST systems.
Drawbacks of Partial Stroke Test
The main drawback of all PST systems is the increased probability of causing an accidental activation of the safety system thus causing a plant shutdown, this is the primary concern of PST systems by operators and for this reason many PST system remain dormant after installation. Different techniques mitigate for this issue in different manners but all systems have an inherent risk
In addition in some cases, a PST cannot be performed due to the limitations inherent in the process or the valve being used. Further, as the PST introduces a disturbance into the process or system, it may not be appropriate for some processes or systems that are sensitive to disturbances.
Finally, a PST cannot always differentiate between different faults or failures within the valve and actuator assembly thus limiting the diagnostic capability.
Article Source: Smar








Very Good Information. Good to Know about PST. Thanks
Nice information
Thanks it was informative
There is paper done at ISA in 2004 on topic,
PROBLEMS, CONCERNS AND POSSIBLE SOLUTIONS FOR TESTING (AND DIAGNOSTICS COVERAGE) OF FINAL ELEMENT OF SIF LOOP.
Bharadwaj, good article and contents.
To address few of concerns for inadvertently making PST without Logic Solver permissive, new creed of microprocessor base devices have built in safeguard against it.
Majority of shutdown valves are FAIL CLOSE on Demand. New microprocessor based Digital Valve Controllers have trimmed algorithm which does not allow travel to cause process upset as well allows to select stroke speed to match process dynamics without causing burp or unexpected peaks.
Microprocessor based Digital Valve Controller has in built pressure sensors which logs actuator pressure during partial stroke test, when multiplied by actuator diaphragm area to compute thrust to precisely provide following details;
Increased packing friction
Mechanical integrity of Shaft / stem
Broken Actuator Spring
Slow Air Exhaust
Pneumatic pressurized path air leak
Blocked Air path
Increased Valve break away friction
There is more to it. Only thing microprocessor based can not provide valve seat integrity duinrg PST as it travels only partially. It is true if physically something stuck at seating area PST cannot detect.
If anyone needs more input, please let me know.
I need ducument contorol valve samson 3277
And how to calibratio
It doesn’t contain how to do it