This is a PLC Program to read the temperature in PLC. Learn PLC programming using example problems and solutions.
Read Temperature in PLC
Problem Description
Write a PLC program in which we can monitor the actual temperature.
Here we are using an external temperature controller and its output is also connected to PLC for monitoring the temperature of material in the tank.
Problem Diagram

Problem Solution
RTDs devices with resistance that changes with temperature changes in a linear way.
This resistance value will change as temperature changes and by supplying a constant current, the measured voltage drop across the resistor can be used to determine the new resistance, and thus the temperature.
RTDs come in a variety of types, with the most common type is a PT100. It’s made from platinum that has been calibrated to be 100 ohms at 0 degrees C.
In above application, we want to measure material temperature of the tank, for that we use RTD sensor which will measure temperature of the tank and give signal to the temperature controller.
Temperature controller will send signal in the form of voltage (0-10V DC).If RTD detect 0degree temperature, it will send 0V DC and if maximum temperature detected, it will send 10V DC to PLC.
Temperature controller is directly connected to the PLC so PLC will read voltage.
Note: – Here we consider simple application for explanation. We need to measure material temperature of the tank by using RTD sensor. And also consider other components for control purpose.
Assume Scaling range of temperature controller is 0-100°C=0 to 10V DC and according to this signal PLC consider 0 to 27648.
I/O List
M memory
- Analog value from the temp controller :- MW100
- Actual value from the temp controller :- MD104
- Multiplication :- MD108
- Actual temperature in °C :- MD112
PLC Ladder diagram to read the temperature

PLC Logic Explanation
For this application, we used S7-300 PLC and TIA portal software for programming. We can implement this logic by using other PLC’s also.
Network 1:
In this network, we implement logic for value conversion. It is necessary to convert value from INT to DINT for multiplication purpose or for calculation. So by using conversion instruction analog value from the RTD (MW100) is converted into actual analog value (MD104).
Note:- Temperature controller provides 0-10V DC signal to PLC. ADC converter or analog input module will convert this analog signal into digital form, and the range of this digital signal is 0 to 27648. This digital range may change from one PLC to another.
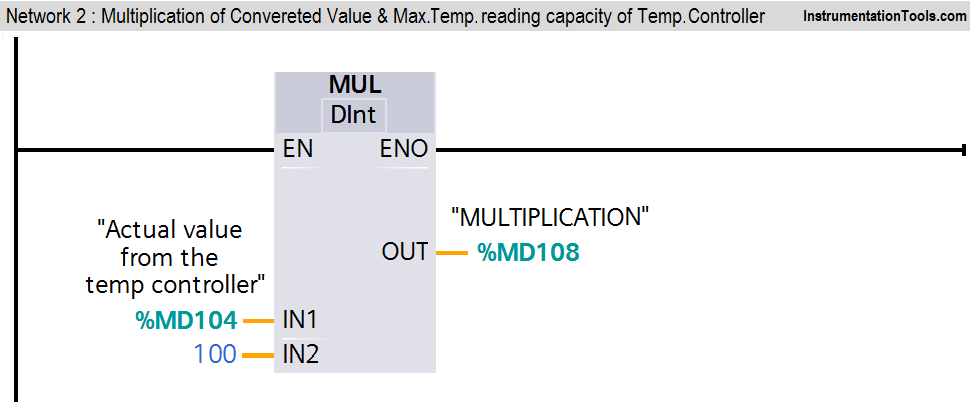
Network 2:
we have the RTD temperature range which is 0 to 100 degc and the output voltage range is 0 to 10V DC. So we need to scale this voltage output in terms of temperature reading. Here multiply the value as per equation and final value will be stored in MD108.
Note:-Here temperature controller and temperature measurement range is 0-100°C.
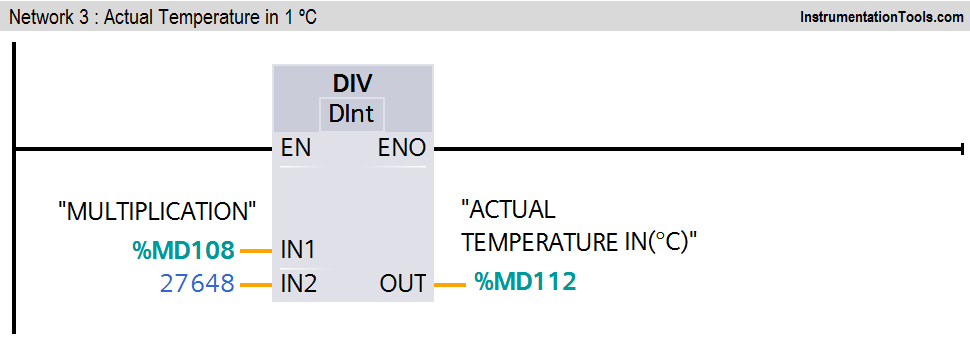
Network 3:
Now for final result multiplied value is divided by 27648, result will be stored in MD112 (Actual temperature in °C).
Note:- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple concept of temperature reading in S7-300 PLC, we can use this concept in other examples also.
All parameters considered in example are for explanation purpose only, parameters may be different in actual applications.
Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Failsafe Wiring Practices
- Basics of Switch NC NO Contact
- Sinking vs Sourcing
- PLC Equivalent Logic Gates
- PLC Logic Functions






good
When RTD sense 50 Celsius one out put is on writ program in RS logix 500
Can you describe hydraulics press machine in details.