This is a PLC Program to count and pack objects from the conveyor. Learn the PLC programming with this example problem and solution.
Count and Pack Objects from the Conveyor
Problem Description
- Objects are moving on the conveyor
- We need to pack five objects in the empty box. When the empty box is filled. It is carried to the storage via a conveyor belt
- Implement this automatic cycle in PLC using ladder language.
Problem Diagram

Problem Solution
Mostly inductive and proximity sensors are used to detect objects. Here we mount proximity sensor for the object detection and empty box detection.
Inductive sensor are mostly used to detect metal objects and proximity sensors are used to detect metal objects and other objects.
Here one proximity sensor is for object detection and other is for box detection. Objects are moving on conveyor 1 and boxes are moving on conveyor 2.
We will write automatic cycle for this application in PLC. So when empty box is detected on conveyor 2, conveyor 1 will be ON automatically.
And when box is filled with five objects, conveyor belt 2 will start automatically.
Note:- Here we consider simple application for counting and packaging application. We considered an proximity sensor for simplicity. Proximity sensor will sense the object and counter will count the total objects.
I/O in this Example
Digital Inputs
- Start :- I0.0
- Stop :- I0.1
- Proximity :- I0.2 (part detection)
- Proximity :- I0.3 (Box detection)
- Counter reset PB :- I0.4
Digital Inputs
- Cycle ON :- Q0.0
- Conveyor belt 1 :- Q0.1
- Conveyor belt 2 :- Q0.2
M memory
- Total objects :- MW10
- Relay coil :- M0.2
PLC Ladder Diagram to count and pack objects from conveyor
PLC Program Explained
For this application, we use S7-300 PLC and TIA portal software for programming. We can implement this logic by using other PLC also.
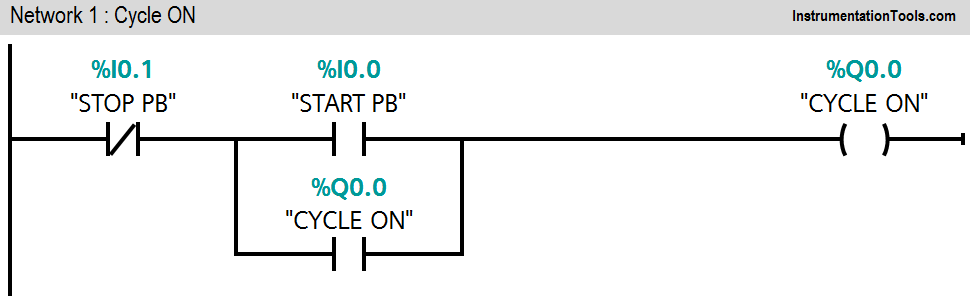
Network 1:
In first network we used latching circuit for cycle ON. Here we used START PB (I0.0 ) to start the cycle and STOP PB (I0.1) to stop the cycle.
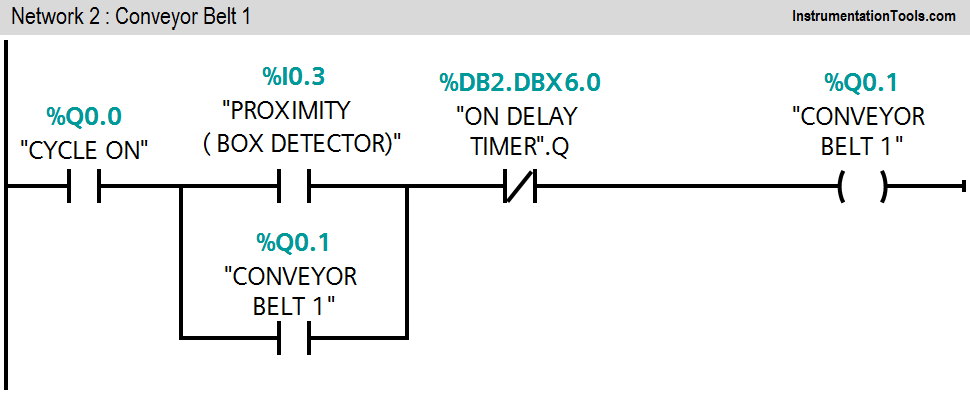
Network 2:
Here when empty box is detected (I0.3) and cycle is ON, conveyor 1 (Q0.0) will be ON.
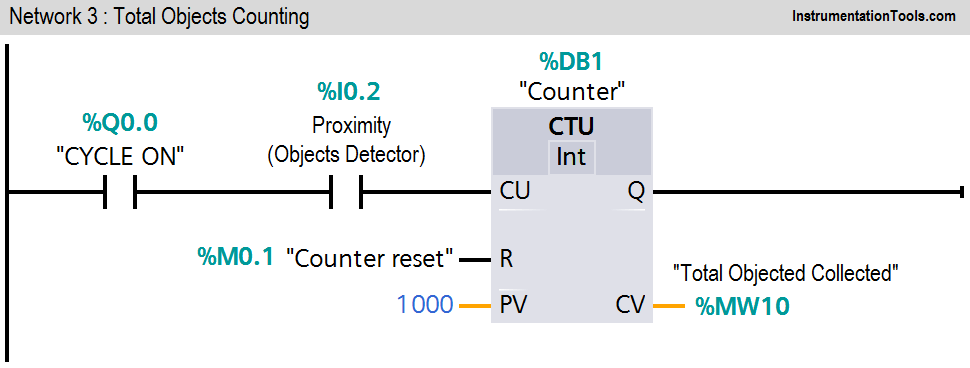
Network 3:
Counter is used to count the objects moving on the conveyor 1. Objects are moving on the conveyor 1 (Q0.0) and mounted proximity sensor (I0.2) is detecting the objects.
Now counter counts in the incremental way. Total counted objects will be stored in the memory word or register (MW10).
Network 4:
Counter is used to count the objects moving on the conveyor 1. Objects are moving on the conveyor 1 (Q0.0) and mounted proximity sensor (I0.2) is detecting the objects.
Now counter counts in the incremental way. Total counted objects will be stored in the memory word or register (MW10).
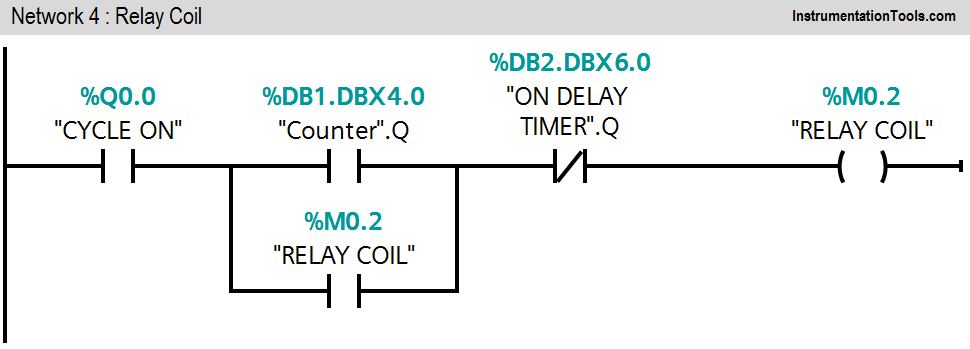
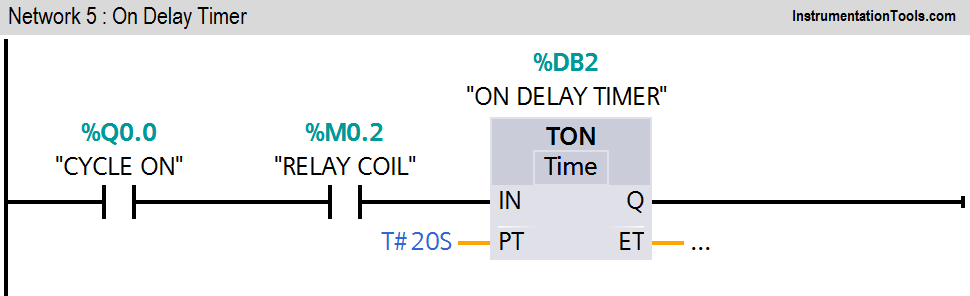
Network 5:
When five box completely packed in the box, counter output will be ON and as per logic relay coil (M0.2) will be latched for timer operation.
Timer instruction is executed when relay coil (M02.) is activated.
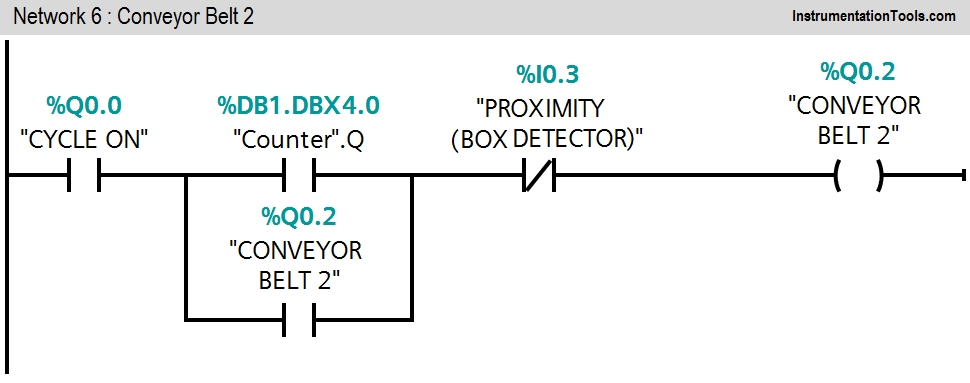
Network 6:
Box is filled with five objects or counter output is ON and empty box is not detected, conveyor belt 2(Q0.2) will be activated.
When objects are moving on the conveyor 1, counter will count the objects. We need to pack three objects in the box. So when box is filled with five object, timer will stop the conveyor belt 1 and conveyor belt 2 will start automatically.
Here we have not considered all interlocks for simplicity. Belts synchronization are assumed because we have used timer based synchronization.
Note :- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple concept of counting and packaging application. By using this concept we can count objects moving on the conveyor and pack it automatically.
All parameters considered in example are for explanation purpose only, parameters may be different in actual applications.
Result

Author: Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Ladder Diagram in PLC
- AB PLC Interview Questions
- DCS Architecture
- Reduce Relay Noise in PLC
- PLC Analog I/O Problems





Network 3 and 4 have the same description?