Develop PLC Programming Batch Process ladder logic program according to the logic given below,
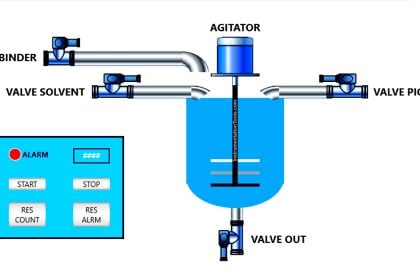
- Ingredient A is sent to the tank first by energizing solenoid 1. The flow meter gives one pulse for every gallon of flow. Solenoid Valve will be open until 200 gal has poured in.
- After ingredient A is in the tank, 200 gal of ingredient B should be added. The process of adding follows the same procedure as ingredient A.
- Once step 2 is done, the mixer motor starts and runs for 10s.
- After mixing is complete, solenoid 3 should open, let the mixed batch goes to the finished tank.
- When the tank is empty, the low-level sensor turns ON to open solenoid 3 to close and restarts the process again.

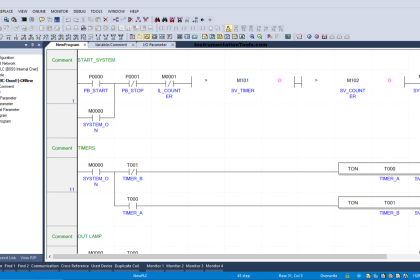
PLC Programming Batch Process


Program Description:
Rung 0000:
Start/Stop PB latched with memory B3:0/0.
Rung 0001:
B3:0/0 enabled to turn on solenoid A (O: 0/0). Until B3:0/2 turns ON.
Rung 0002 & 0003:
Flowmeter (I:0/2) is connected to one shot to give one pulse when flow meter reads 1 gallon of ingredient A. Counter is used to count the gallon.
Counter done bit turns B3:0/2 On to turn off Solenoid A and turn On Solenoid B.
Rung 0004, 0005 & 0006:
Flowmeter (I: 0/3) is connected to one shot to give one pulse when the flow meter reads 1 gallon of ingredient B. Counter is used to count the gallon.
Counter done bit turns B3:0/3 On to turn off Solenoid A and turn On mixer motor.B3:0/2 is connected in rung 004 & 005 to get the sequence of operation.
Rung 0007:
B3:0/3 turns ON to run a mixer motor parallel with timer sets for 10s to turn off the mixer motor.
Rung 0008:
Timer done bit turns solenoid valve C (O:0/3) until the low-level switch.
Rung 0009:
Low-level switch (I: 0/4) will reset the counters to restart the process again.
Conclusion:
We can use this example to understand the programmable logic controller programming in Allen Bradley PLC.
Author: Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Motor control in Ladder logic
- Conveyor Ladder Logic Program
- Function Block Programming
- Operator Interface for SCADA
- Control Instructions in PLC