This is PLC Program for the automatic controlling of two outputs with one push button.
We need to control two outputs with single push button. Based on the duration of push button pressed, the outputs will be controlled. Write the PLC program for the application using ladder diagram language.
Control of Two Outputs with one Input

PLC Solution
Consider single push button for this application and two output lamps. Both lamp will be operated by single push button. When push button is pressed for less than 1 second, lamp 1 will be ON. And push button is pressed for long time, lamp 2 will be ON.
So both the output can be operated individually by pressing single push button.
List of Inputs/Outputs
List of Inputs
- I1:-Push button
List of Outputs
- Q1:-Lamp 1
- Q2:-Lamp 2
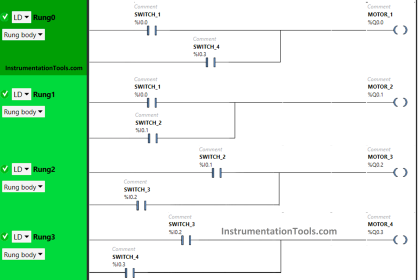
PLC Ladder Logic

Ladder Logic Description
Network 1 :-
In this network push button (I1) is pressed, lamp 1 (Q1) output will be ON immediately.
Network 2 :-
When push button is pressed, on delay timer instruction will be executed.
Network 3 :-
If push button is pressed for long time, on delay timer instruction will be executed and it will operate lamp 2 (Q2).
Note:-
Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple automatic controlling of two outputs with one push button. we can use this concept in other examples also.
All parameters and graphical representations considered in this example are for explanation purpose only, parameters or representation may be different in actual applications. Also all interlocks are not considered in the application.
Author : Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
Traffic Light Control using PLC