Interview questions and answers for instrumentation and control engineering. Prepare for the Instrumentation Project Engineer Interview with answers.
Instrumentation Project Engineer Interview Questions
Instrumentation Engineer (Project Engineering/Construction)
Temperature Measurement
1. What is meant by RTD? What is PT-100?
Resistance Temperature Detector. PT-100 is Platinum Resistance. The resistance is 100 Ohms at 0 deg. C and increases linearly with rise of temperature.
2. Why do we need three wires for RTD connection?
The third wire is for lead resistance compensation. It compensates for the additional resistance of the connecting wire from field to the Wheatstone’s bridge in the transmitter circuit.
3. What are other temperature sensors? Where are these used?
Other commonly used temperature sensors are thermocouples. RTDs are normally used for sensing temperatures up to 450 deg.C. For temperatures higher than that, Thermocouples are used.
Pressure Measurement
1. What are the transducers used in pressure transmitters?
The transducers used in industrial application are:
- Piezo-Electric crystals: when the piezo-electric crystals are subjected to pressure; they generate EMF proportional to the applied pressure.
- Bourdan tube – Converts pressure to linear/angular movement
- Capacitance: Pressure changes the distance between the capacitor plates filled with dielectric and hence the capacitance.
2. What are the components used in flow measurement using orifice and DP transmitters?
The Components are:
- Orifice plate assembly
- Primary isolation valves on HP and LP taps
- Tube fittings
- Impulse tubing
- 5-way manifold
- Differential Pressure Transmitter
3. Where is the DP transmitter mounted? Above the flow-line or below ? Why?
The criteria is as follows for installation of DP transmitters for liquid/gas flow measurement:
The DP transmitter for the gas flow measurement is mounted above the flow line. This way the impulse line does not fill in with condensate from the line which can cause error in measurement.
The DP transmitter for the liquid flow measurement is mounted below the flow line. The impulse lines are always filled with liquid even when the line is partial/full empty.
If the transmitter is above the flow line, the impulse lines would drain and create air pockets when the flow line is partial/full empty which can cause error in measurement.
4. What are the different types of level transmitters? Where are these used?
The various level measurement systems are as follows:
- Ultrasonic Level Transmitters : Used in open or closed tanks.
- Guided Wave Radar Level Transmitters : Used in open or closed tanks, pressure vessels, side mounted bridals of separators.
- Displacer type: Used for interface level measurements in separators, tank level gauge. Work on Archimedes principle. etc
5. What is Archimedes Principle?
When a solid object is immersed in liquid, the loss in its weight is equal to the weight of the liquid displaced.
Flow Measurement
1. What are the different types of flow transmitters? Where are these used?
The various flow measurement systems are as follows:
Ultrasonic flow Transmitters: Work on Doppler principle. Non intrusive type flow-meter. Advantage is that no line modification is required since it is installed on the outer surface of the flow-line.
Magnetic flow-meter: Works on Faraday’s principle. A coil around the flow-line generates electromagnetic field. Two electrodes are placed at right angle to the magnetic field.
The liquid flowing through the line generates voltage across the line and is proportional to the velocity of the liquid. Can be used for conductive liquids with minimum 10 Micro Mho conductivity. Not used on petroleum products as these liquids are not conductive.
Turbine Flow-meters: Used to measure flow in clean liquid lines. The turbine placed in the flow direction rotates and its RPM is proportional to the liquid velocity.
A gear train converts the circular movement in to number of pulses. The pulse train is fed to electronic circuitry for electrical signals. Used in accurate flow measurement such as custody transfer.
PD meters: Works on Bernollisis equation. Can be Orifice, Flow nozzle, Venturi meter.
Shutdown Valves
1. What is the function of a valve positioner?
The valve positioner is the device used on control valves to ensure that the valve is open exactly as per the output signal from the system.
The positioner receives the signal from the system and feedback from the valve. It compares the difference between the incoming signal and the actual valve position.
The error is integrated and used by the positioner to manipulate the positioner output -to the valve actuator- until the error is reduced to zero. i.e. the valve position matches the exact command signal.
2. What is a Shut-down valve?
Shutdown valves are essentially quick acting valves that can be operated in minimum time on demand. Normally these are quarter turn ball valves or butterfly valves with pneumatic or electric actuators.
The pneumatically operated shutdown valves are equipped with cylindrical actuator with sprint return mechanism.
The actuator is pressurized through a normally energized 3-way solenoid valve actuated by shutdown system. The electrical signal to the solenoid valve (normally 24 VDC) is switched off to close the shutdown valve.
The actuator air pressure is released through the de-energized solenoid and the spring in the actuator moves the piston to close the valve.
3. What is partial stroking? How does it work?
Shutdown valves are normally open through energized solenoid valve and close only on shutdown demand.
Partial stroking is the mechanism to check that the valve is functioning and would be available when the need arises. The pressurized side of the valve actuator is slowly exhausted either trough the main solenoid or a separate solenoid. The operation is controlled through a timer.
The valve is supposed to travel 10% during that period. An additional limit switch placed at 90% opening sends a feedback to the system if the valve opens 10 during the set timing.
The solenoid is energized again to return the valve back to 100% opening irrespective of whether the valve closed 90% opening or not. If the 90% position feedback is received, the valve has “Passed” the partial stroke test. If the signal is not received, the valve is considered ”Failed”.
Hazardous Area Classification
1. What is Hazardous Area Classification?
The area around process plants, storages of hydrocarbons where there is continuous presence of flammable gases/dust which can ignite or explode is classified as Hazardous area.
It is normally classified in four categories depending on the severity of the hazard as follows:
Zone-0: This is the most severe situation as the flammable gases are likely to be continuously present in sufficient concentration to ignite or explode if an ignition source (spark) is there. The equipment installed in Zone-0 classified area must be either Ex’d’ or Ex’i’ certified.
Zone-1: This is less severe situation compared to Zone-0. The flammable gases are likely to be present during the normal operation. The equipment installed in Zone-0 classified area must be either Ex’d’ or Ex’i’ certified.
Zone-2: This is less severe situation compared to Zone-0 and Zone-1. The flammable gases are likely to be present on abnormal operation or due to equipment failure. The equipment installed in Zone-0 classified area can be either Ex’e’ or Ex’n’ certified.
Safe Area: The area is outside the hazardous zones and the flammable gases are not likely to be present. No certification is required for the equipment in safe area.
2. What is Intrinsic Safety? How is it achieved?
The Intrinsic Safety (IS) is the term used to describe the instrumented methodology applied to make the equipment safe for installation in hazardous area.
The IS rated equipment/instruments can be installed in worst conditions (Zone-0) without the danger of becoming a source of ignition. The devices are powered through IS barriers that control the energy going to the field devices and always keeps it below the level that can generate spark.
The IS devices can be opened when live as even the short circuit of line power cannot generate spark that can cause ignition or explosion if any flammable gas is present.
Control Valves Questions & Answers
What are the common control valve applications?
Control valves are used in following applications:
- Pressure Reducing
- Pressure Relief/Sustaining
- Pump Control
- Rate-of-Flow Control
- Level Control
- Surge Anticipation
- Metering
What is a pressure reducing valve?
Pressure reducing valve reduces a higher inlet pressure to a constant downstream pressure regardless of demand and supply pressure fluctuations.
It enables delivery of water at safe pressures and adequate levels in various applications such as main feed, fire and irrigation systems.
What is a pressure relief valve?
Pressure relief valve relieves excess pressure while maintaining a minimum upstream pressure.
It prevents downstream demand from sacrificing supply of an upstream zone. It is typically installed in protection of in-line distribution piping at booster pump stations.
What is the rate of a flow control valve?
Rate of flow control valve maintains a maximum flow rate setting downstream regardless of pressure changes. It is typically installed within distribution systems and process control applications.
Can two control valves be used in series in high pressure drop applications?
Dropping the pressure across two valves rather than one is theoretically better.
However, in practice, the two valves will not usually control well together unless the process can operate with a very low proportional band with slow response times.
A better and usually less expensive approach is to use a valve that is designed with multiple pressure drop restrictions inside the trim.
Can two control valves be used in parallel to handle high turndown applications?
Two valves in parallel working on split range signals can give very high turndown capability.
The situation that should be avoided if possible is that the larger valve operates in the “cracked open” position – one way to avoid this is to program the PLC or DCS to shut the small valve and use only the larger unit once the capacity of the small valve is exceeded.
An alternative to the two valves in parallel is to select a valve with a high rangeability such as a V-port ball valve.
Is flow through a Control Valve – Turbulent or Laminar?
Flow through control valves is almost always turbulent.
Laminar flow takes place with liquids operating at low Reynolds numbers. This occurs with liquids that are viscous; working at low velocities. Laminar flow in gases and vapors very seldom will be experienced in process plants.
The control valve size is essentially always equal to the line size. Is this correct?
NO. The control valve does not need to be of the same size as the
Don’t assume a 4” valve will handle the flow in a 4” line. The flow path is the critical factor and shape of the flow passage in the valve can be a problem. Look at the pressure through the valve and if the valve creates a pressure drop, then a slightly larger valve may be needed.
Always calculate the flow coefficient. Even for a given size of valve, there is no industry-wide standard pressure for valve sizes; no two manufacturers design a 4″ valve the same way, and different designs have different pressure considerations. Contrary to conventional wisdom, it is better to make an error in under sizing a control valve than to oversize it.
Is the velocity of a fluid in a control valve critical?
The velocity is one of the most important considerations in sizing a control valve. For long life on liquid applications the velocity at the exit of the valve body should be less than 10 m/s. This compares with generally accepted line velocities of about 3 m/s, which explains why control valves often are smaller than the line size.
On gases and vapors the velocity at the exit of the valve body should be less than 0.33 Mach (1/3rd of sonic) for noise control valves and less than 0.5 Mach where noise is not a consideration.
What is a “modulating pressure independent” control valve?
A modulating pressure independent control valve does not allow a change in flow rate when the pressure differential across the valve changes. Flow only changes with a change in valve position.
What pressure and temperature requirements should be considered in selection of control valves?
The selection of a control valve must be in accordance with established material properties. ANSI Standard B16.34 lists the allowable temperature and pressure combinations for a variety of body materials.
Standard pressure classes include ANSI Classes 150, 300, 600, 900, 1500, 2500 and 4500. For a given body material, each class denotes the maximum working pressure for a given operating temperature.
Due to loss of material strength, the allowable working pressure decreases as the operating temperature rises. Lower temperature limits are also specified due to loss of ductility in some materials.
Although a pressure class is usually indicated for an application, proper attention to selection of the pressure class is crucial to the safe operation of the control valve.
What’s the difference between balanced and unbalanced valves?
Outlet balancing is required for proper valve functioning in those applications where the outlet pressure is more than 25% of the inlet pressure.
When the outlet pressure is relatively high compared to the inlet pressure, the normally closed poppet will sometimes be pushed up off the internal orifice by the back pressure on the valve. Outlet balancing prevents the backpressure from acting on the poppet.
How do the characteristics of the actuator influence the control valve operation?
The valve and actuator are engineered to work together. Most manufacturers provide an anti-hunting algorithm in the valve that prevents the valve from modulating until it exceeds the tolerance of the valve. Use spring-loaded diaphragm type actuators where practical.
Spring-less operators and cylinder operators are acceptable only when spring-loaded diaphragm type actuators cannot provide the desired performance. Select the actuator so that the valve or damper that it controls will fail safe.
Fail safe is defined as lock in position or take a position (either open or closed) that will result in the least upset.
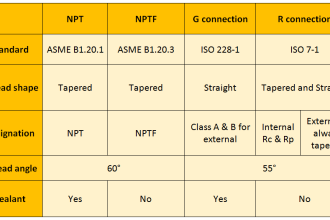
What type of end connections specified for control valves?
Most control valve specifications request raised face flange connections suitable for bolting to the process piping.
In power piping and nuclear applications, butt weld ends suitable for welding to the process piping are typical. For limited applications, screwed end connections (NPT) and socket-weld ends are specified for globe valves in sizes
2-inch and smaller. Some high pressure applications may require the use of RTJ (ring-type joint) flanges. Flangeless, wafer-style connections are specified in applications where rotary valves are suitable for the process conditions. These connections are usually raised face.
What are the common types of flow characteristics for control valves?
There are three basic types of control valve characteristics. These are quick opening, linear, and equal percentage.
A quick opening valve would flow approximately 70% of its full flow at a valve opening of approximately 30%; a linear valve would flow approximately 50% of its full flow at a valve opening of approximately 50%; and the equal percentage valve (logarithmic) would flow 30% at approximately 70% of its full opening. So the question is – where would you use one style of valve over another?
- A quick-opening characteristic is recommended for shut off service only. Not much use for modulating process control except in ON-OFF application.
- If the piping and downstream equipment cause significant resistance to the system, equal percentage will provide better control. This is a condition, when the valve pressure drop at the maximum flow rate is less than about one third of the overall system pressure drop (valve + line).
- If most of the pressure drop is taken through the valve and the upstream pressure is constant, a linear characteristic will provide better control. Also use linear characteristic when a PLC is used to control the valves in a system. Avoid linear flow characteristics at low flow conditions.
Control valves with equal percentage flow characteristics are generally specified for most applications. Both types offer the best throttling control. In case of doubt, use equal percentage.
Explain Control Valve End Connection ?
The control valve end connection may have flange connection, threaded, or even welded end. Flange connection is the most common control valve end connection in the oil & gas application. Other connection such as threaded or welded end is only used in particular application.
The type of the control valve end connection shall refer to any project specification or a piping class data sheet.
In general the valve size 2” and above usually shall have a flange connection, threaded connection is acceptable for 2” and below.
Welded end control valve connection is rarely used except for an application that requires no leakage in the connection between valve and pipe line or any pipe stress consideration.
The connection between flange and valve body are preferably used an integral body flange casting. It means the valve body and a flange, casting together so that there is no welding requirement to joint the valve and the flange.
In case the vendor couldn’t have an integral body flange casting, as a rule of thumb used a weld neck flange that require a butt weld or full penetration weld to connect flange and valve body. Later on, this weld will require a NDE (Non Destructive Examination) Radiographic Test.
Slip on flange that use a fillet weld shall not be used because fillet weld is weaker than butt welded. Socket weld flange that use fillet weld may be used for valve 1 ½ inch and below.
Even though socket weld flange also use fillet weld, but the internal weld of this flange increase the fatigue strength more than the slip on flange. This flange is allowable for small size of connection due to difficulties of but weld perform in such size. All fillet weld connection will require a Magnetic Particle Examination or Liquid Penetrant Test.
There are three types of flange facing that will be used in the valve end connection as follow:
- Flat Face Flange (FF Flange): used for low pressure or low valve class such as class 150.
- Raised Face Flange (RF Flange): used for medium valve class such as class 300 and class 600.
- Ring Type Join Flange (RTJ Flange): used for high valve class such as class 900 and above.
Even though the flange facing have their suitable class, instrument engineer shall check this classification with the piping class data sheet for a particular project.
All flange connection of valve shall be as per ASME B16.5 “Pipe Flanges and Flanged Fittings”
What are the common issues associated with the control valves selection?
The major issues in valve selection are summarized below. The relative importance of each issue depends upon the specific application; for example, one application might require a low pressure drop, while another might require a large range.
Generally, we find that the greater the requirements for good performance, the higher the cost for purchase and maintenance. Therefore, we must find the proper balance of performance and cost, rather than always specify the best performing valve.
Precision –
Ideally, the valve would move to exactly the position indicated by the signal to the valve, which is usually a controller output.
However, the valve is a real physical device that does not perform ideally. The following factors prevent ideal performance.
Deadband –
A valve with dead band acts like there is some backlash between the controller output and the actual valve position. Every time the controller output changes direction, the dead band has to be traversed before the valve physically starts moving.
Although dead band may be caused by mechanical backlash (looseness or play in mechanical linkages); it can also be caused by excessive friction in the valve, an undersized actuator, or a defective positioner.
Many people use the term Hysteresis instead of dead band but the ISA clearly calls the mechanical backlash phenomenon in control valves as dead band.
Resolution –
The smallest amount that the signal to the valve can be changed without a change to the valve opening (stem position). This change is after a change that has overcome deadband and is in the same direction.
Two major causes of non-ideal valve behavior are backlash and stiction.
- Backlash – A relative movement between interacting parts, resulting from looseness, when motion is reversed.
- Stiction – Resistance to the start of motion usually required to overcome static friction. If a valve with stiction stops moving, it tends to stick in that position. Then additional force is required to overcome the stiction. The controller continues to change its output while the valve continues to stick in position. Additional pressure mounts in the actuator. If enough pressure builds up to overcome the static friction, the valve breaks free. The valve movement quickly absorbs the excess in pressure, and often the valve overshoots its target position. After this, the valve movement stops and the valve sticks in the new position. Stiction might be caused by an over-tight valve stem seal, by sticky valve internals, by an undersized actuator, or a sticky positioner.
The valve precision can be improved by the addition of a valve positioner.
Noise
Valve components will tend to vibrate whenever they are subjected to high velocity turbulent flow.
Standard control valves will therefore tend to be noisy on high pressure drop applications particularly where flow rates are high, since the low pressure experienced downstream of the seat ring (at the vena contracta) is accompanied by very high velocities reaching as high as the speed of sound.
If noise level is less than 100 dBA, the most economical way to reduce noise would be to use some form of path treatment such as insulation, heavier walled pipe, or a silencer.
Noise level greater than 100 dBA may create dangerous pipe vibration. Path treatment alone is not likely to be effective, so some form of source treatment (such as labyrinth plugs or multi-step angle valves or using some flow restrictor in series with the valve) is needed.
Upstream Pressure Increase
If a control valve is sized incorrectly and is too small, fluid velocity upstream of the valve will be slow, causing an increase in pressure (much like when the end of a garden hose is partially obstructed).
This increase in upstream pressure can be detrimental to certain processes, i.e. membrane filtration processes, where a large pressure difference across the membrane is desired. If the valve increases the pressure on the permeate side of the membrane, the driving force for separation will be reduced.
Hysteresis
Hysteresis, regarding control valves, is the principle that a control valve is dependent on the prior valve position. A common valve opening may correlate to different flow rates depending on if the valve was opened or closed to get to that position.
This shows that the direction a valve is being changed may need to be accounted for in a control system to obtain a desired flow rate. If hysteresis becomes too large, it can cause the control architecture to force a system to oscillate around a desired point.
Fire-Safe or Not
In many processes, it may be necessary to minimize dangerous product leakage and maintain effective shutoff of a valve. Valves that satisfy this condition are known as fire-safe. This term fire-safe is one of the least understood valve specifications.
To date, there is no test protocol to establish whether a valve is fire-safe. The common definition used for a fire-safe valve is when a valve is exposed to fire conditions, it will allow minimal leakage through the seat and stem, and continue to provide effective shutoff during or following a fire or exposure to excessive temperatures.
Gate and globe valves made from metals that do not melt during a catastrophic fire have also been classified as fire-safe. Their design and construction assured metal- to-metal seating before, during and after a fire. Butterfly valves are commonly manufactured with a “tandem” soft seat over metal to achieve a fire-safe application.
Cost
Engineers must always consider cost when making design and operations decisions. Valves involve costs, but when selected properly they provide benefits. These must be quantified and a profitability analysis performed.
In some cases, a valve can affect the operating costs of the process, where the pumping (or compression) costs can be high, and the pressure drop occurring because of the valve can significantly increase the pumping costs. In such situations, a valve with a low (non-recoverable) pressure drop is selected.
Remember that the total cost includes costs of transmission (wiring around the plant), installation, documentation, plant operations, and maintenance over the life of the valve.
Articles You may Like :
-
Basic Instrumentation Questions
-
Siemens PLC Interview Questions
-
Allen Bradley PLC Interview Questions










Dear sir
Rose mount vortex 8800df transmitter reading fluctuation low reading and high reading this both only fluctuating , how to solve problem, please describe me