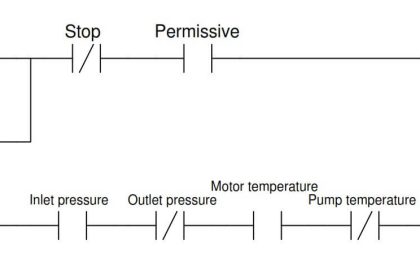
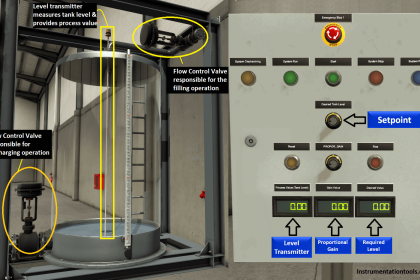
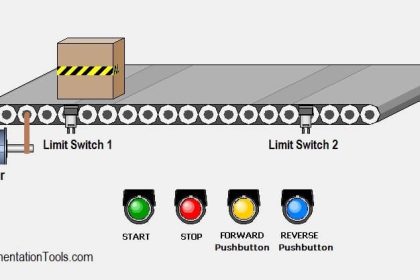
The following PLC program was written to control the operation of a large electric motor-driven pump.
A variety of “permissive” inputs protect the pump from damage under abnormal conditions, and one permissive in particular (“valve open”) will only allow the pump to start up if one of the valves in the piping system is in the full-open position:
PLC Pump Permissive Interlocks

Identify the type of contact (either NO or NC) necessary for each of these electrical switch contacts, based on the trip condition (either high or low) and how each input is applied in the PLC program:
- Start pushbutton = NO or NC?
- Throttling valve open limit = NO or NC?
- Stop pushbutton = NO or NC?
- High bearing temperature = NO or NC?
- High vibration = NO or NC?
- High motor temperature = NO or NC?
- Low oil pressure = NO or NC?
Answer :
- Start pushbutton = NO
- Throttling valve open limit = NC
- Stop pushbutton = NO
- High bearing temperature = NO
- High vibration = NC
- High motor temperature = NO
- Low oil pressure = NO
A helpful problem-solving technique is to first identify the necessary coloring which will allow the motor to start up and keep running (i.e. the condition of all permissives during correct operating conditions):

Since the motor is controlled by retentive coil instructions (“Set” and “Reset”), we know all the permissive contacts on the Reset rung must be uncolored in order for the motor to run.
The normally closed “Valve open” instruction must be colored in order to allow the Start input to latch the Set coil and start the motor.
Once we know this, we may determining the necessary “normal” statuses of all permissive switches in order to make their corresponding PLC program contact instructions colored.
A few examples will be given here:
“Valve open” limit switch:
The PLC contact instruction for this permissive is normally-closed, which means that PLC input must be de-energized in order to color that contact instruction.
This means the limit switch must be in the open condition when the valve mechanism moves into the switch’s sensing range (in the fully-open position), and close when the valve mechanism moves away from the switch.
A limit switch that is closed with nothing near it is a normally-closed (NC) limit switch.
Low oil pressure:
The PLC contact instruction for this permissive is normally-closed, which means that PLC input must be energized with electricity in order to maintain that contact instruction in an uncolored state.
This means the low oil pressure switch must be in the closed condition while everything is running as it should (i.e. adequate oil pressure), and open if oil pressure becomes too low.
A pressure switch that is open when pressure is below the trip threshold is a normally-open (NO) pressure switch.
High bearing temperature:
The PLC contact instruction for this permissive is normally-open, which means that PLC input must be de-energized in order to maintain that contact instruction in an uncolored state.
This means the high bearing temperature switch must be in the open condition while everything is running as it should (i.e. low bearing temperature), and close if temperature becomes excessive.
A temperature switch that is open when temperature is below the trip threshold is a normally-open (NO) temperature switch.
Share Your Answer / Comments
Credits : by Tony R. Kuphaldt – under CC BY 1.0
For More PLC Questions : CLICK HERE
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:





Sir
Difference between DCS & PLC in single line
Hi, Check these articles. Article 1 Article 2
Sir, is there any website through which I can understand instrumentation in Hindi ? If website is exit then please reply me.
Sir,I can’t understand plc program’s,will you get easily simple process is there?
Why is vibration contact NC and oil pressure NO?