In previous articles we started discussing different Organization blocks of TIA Portal PLCs, we talked about what OBs are, and we discussed some of the OBs like OB1- Main cyclic, OB10, and OB20 the time of day delay and time delay interrupts respectively. In this article, we will talk about the OB100 or the startup organization block in Siemens Tia Portal.
Contents:
- What is OB100?
- Why need OB100?
- Important notes during startup.
- Simple program example.
What is Start-up Organization Block (OB100)?
OB100 or the startup OB is an organization block that is called and executed by the operating system once at the startup of the PLC, meaning once each transition from STOP to RUN mode.
The main cycle OB1 will not be called and executed until all startup functions inside OB100 are executed.
You can have more than one start-up OB in your PLC logic if that happens then the operating system will call and execute all of them one by one starting from a lower OB number to a higher number. I.e. if you have OB100 and OB123, then OB100 will be called and executed first then OB123.
After the OB100 is executed the operating system will read the input modules into the PII and starts the main cycle program OB1.
Why need OB100?
You use OB100 for a lot of tasks that you might want or need to perform before you start your cyclic logic, for these reasons are:
- Initialize variables.
- Reset system modules.
- Recalibrate sensors/actuators.
- Check for alarms and safety conditions before starting your process.
Even if you haven’t created a startup OB for your logic, the operating system still has many tasks that it needs to execute before starting your main logic, some of these tasks are:
- Clear non-retentive memories
- Clear the PIQ
- Call and execute startup OBs, if any.
- Update PII
- Enable outputs after changing to RUN mode.
Did you notice that the last task of a startup routine is to enable the outputs? That is why the first step of executing the main cycle program OB1 is to write the PIQ into the output module.
Important Notes during Start-Up
Note the following points regarding the “STARTUP” mode:
- The outputs on the modules are disabled.
- The process image is initialized.
- The process image is not updated.
- In order to read the current state from inputs during “STARTUP”, you can access inputs via direct I/O access.
- In order to initialize outputs during STARTUP, values can be written via the process image or via direct I/O access. The values are output at the outputs during the transition to the “RUN” mode.
- The non-retentive bit memories, timers, and counters are initialized.
- The non-retentive tags in data blocks are initialized.
- During startup, no cycle time monitoring is running yet.
Simple Program Example
In this example, we will add a start-up OB100 to our PLC logic and see how many times the OB100 is executed. See picture 1 for adding a new OB100.
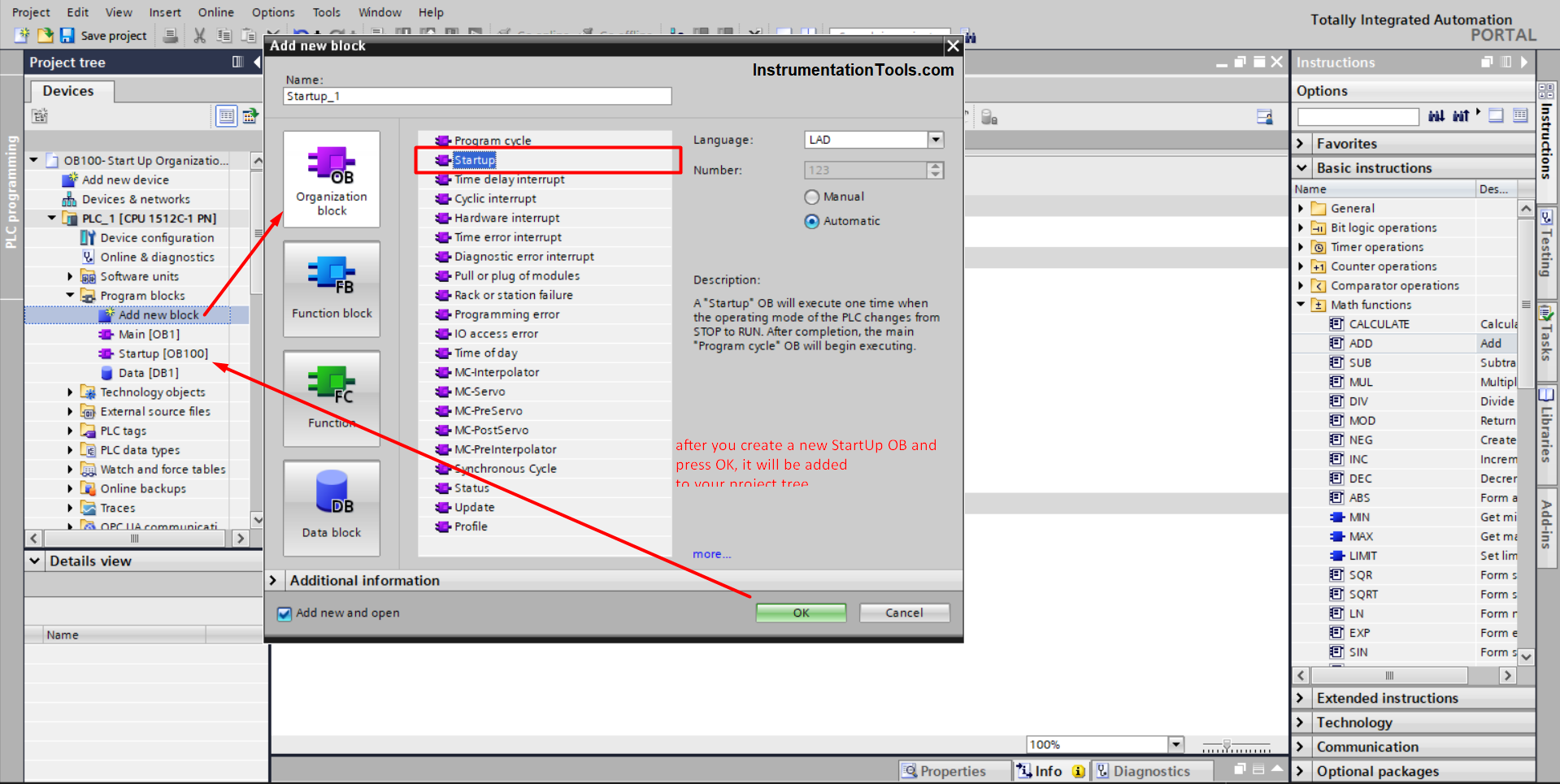
As you see from the last picture, you add startup organization blocks the same way we add a function of a function block.
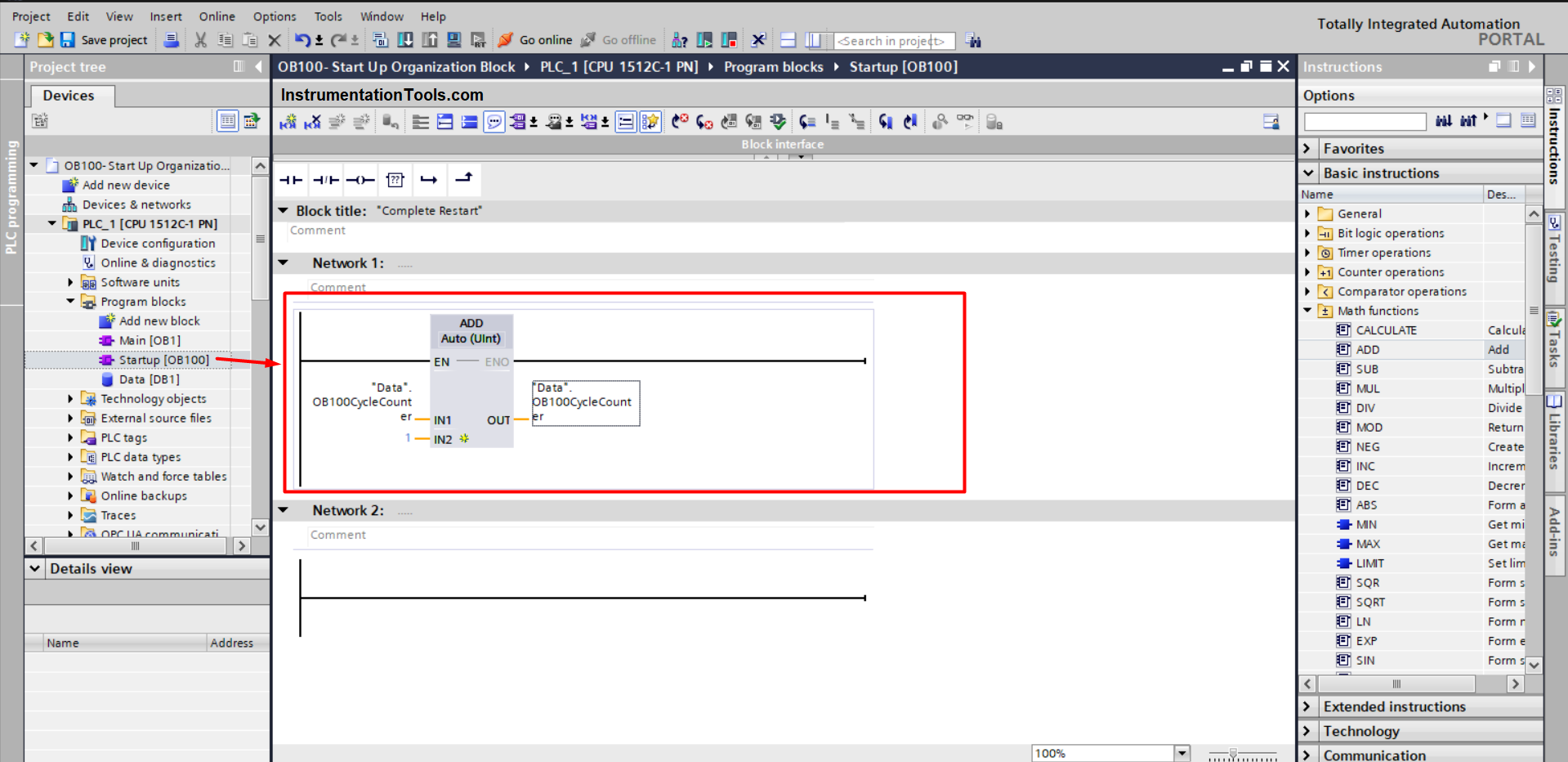
Inside the OB100 we just created we will add a simple ADD instruction, to accumulate how many times the OB100 is called and executed. See picture 2.
Now, compile and run your program and see what will happen. See the following animation for a simulation of the PLC program.
As you can see from the above animation, the OB100CycleCounter is 1 and it doesn’t change when the PLC mode transitions from STOP to RUN.
Well, it does change but you don’t see this change. Each time the PLC goes into STOP mode and then to RUN mode again. The counter will be reset to zero and then to 1 again after the OB100 is executed. You can also see the main OB1 cycle counter changing, and the PLC stops and then runs again the OB1CycleCounter will start accumulating again.
To see the change in the startup counter, we need to retain the value of the tag memory. See picture 3.
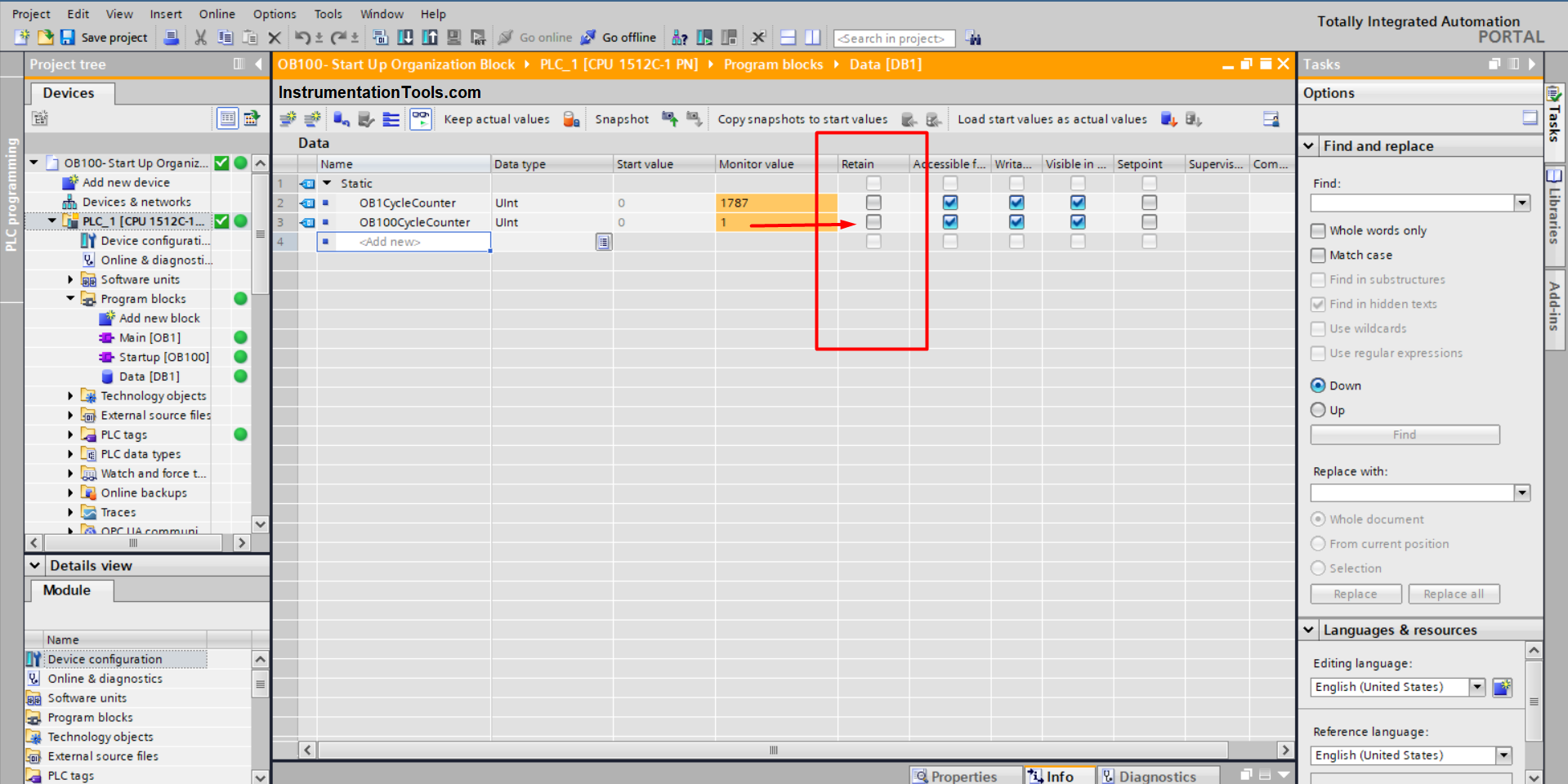
After we retain the OB100CycleCounter tag, now run the PLC simulation again and see what will happen. See simulation animation 2.
You see now from the above animation, that the startup counter increases each time I stop the PLC and then start it again. As the tag memory is now retained, the value will not be reset to zero, and that is why you see the value of the OB100CycleCounter accumulates.
Now, I need to add extra functionality to my startup PLC logic, which is to know when the last startup of the PLC was. We will achieve that through a simple logic where I read the local time of the PLC at startup and move the date and time to a certain memory area. See picture 4.
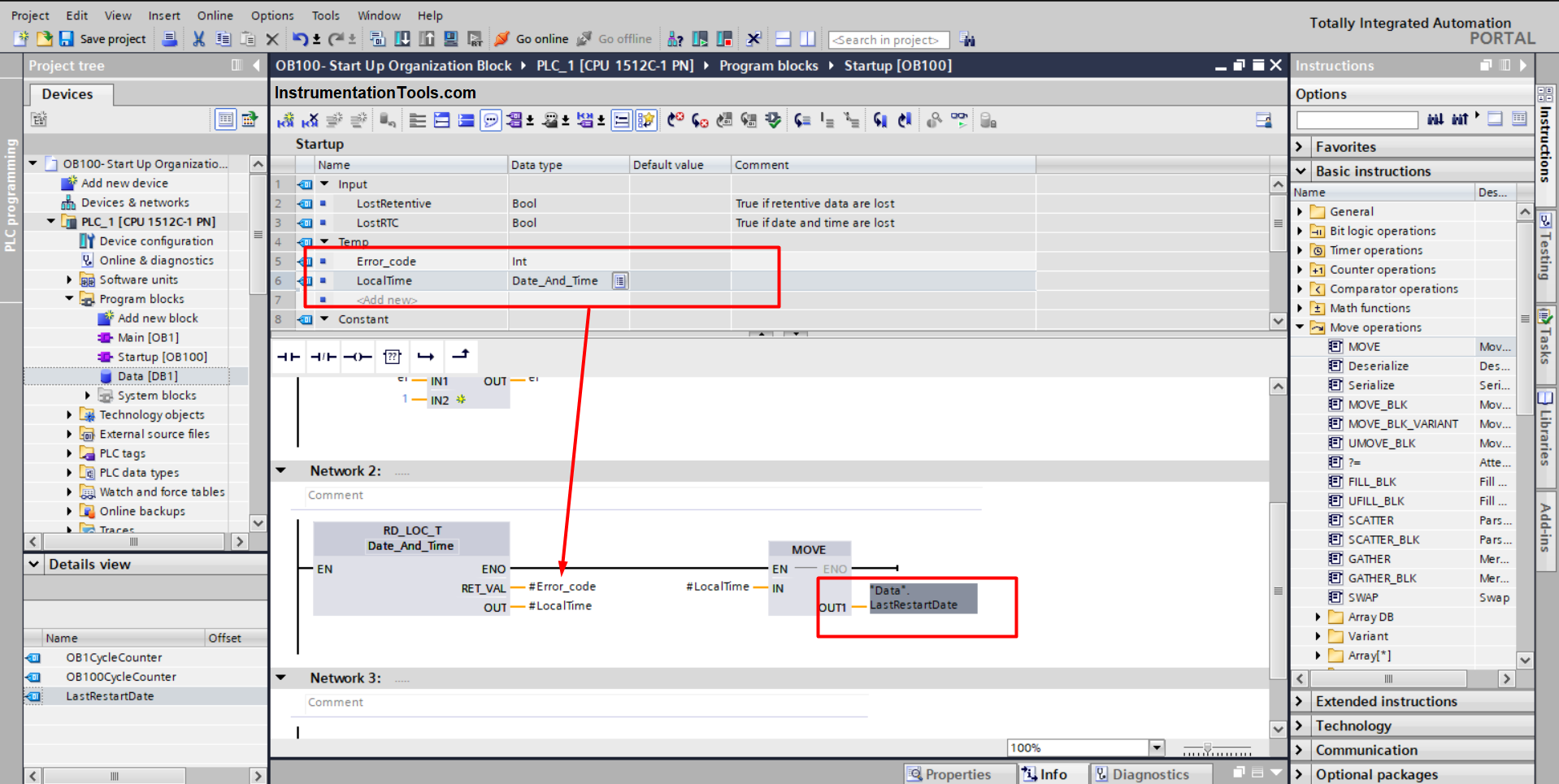
After you add your logic, compile and run the simulation again. See the PLC simulation animation 3.
You can see from the above animation, that each time the PLC starts the startup date and time will be recorded in the memory area we assigned. So now I have the information regarding how many times my PLC started and when was the last start-up time.
Downloads:
Conclusion
Startup OBs are very important if you want to evaluate some functionality before you can run your cyclic process. You can use start-up OBs to initialize parameters, calibrate sensors and even check for safety conditions before allowing your process to run.
You can find more news about the PLC in Europe on IndustrieVandaag.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- SCADA in an IoT System
- HMI and VFD Control System
- PLC Cold and Hot Standby
- Normally-Closed Stop Buttons
- Types of SCADA Architecture