Experts claim that over 75 percent of the flow meters installed in industry are not performing satisfactorily. And improper selection accounts for 90 percent of these problems. Obviously, flow meter selection is no job for amateurs.
Important Requirements
The most important requirement is knowing exactly what the instrument is supposed to do.
Here are some questions to consider.
- Is the measurement for process control (where repeatability is the major concern), or for accounting or custody transfer (where high accuracy is important)?
- Is local indication or a remote signal required?
- If a remote output is required, is it to be a proportional signal, or a contact closure to start or stop another device?
- Is the liquid viscous, clean, or a slurry?
- Is it electrically conductive?
- What is its specific gravity or density?
- What flow rates are involved in the application?
- What are the processes’ operating temperatures and pressures?
Accuracy, range, linearity, repeatability, and piping requirements must also be considered.
It is just as important to know what a flow meter cannot do as well as what it can do before a final selection is made. Each instrument has advantages and disadvantages, and the degree of performance satisfaction is directly related to how well an instrument’s capabilities and shortcomings are matched to the application’s requirements.
Often, users have expectations of a flowmeter’s performance that are not consistent with what the supplier has provided. Most suppliers are anxious to help customers pick the right flowmeter for a particular job. Many provide questionnaires, checklists, and specification sheets designed to obtain the critical information necessary to match the correct flowmeter to the job.
A recent development is the availability of computer programs to perform the tedious calculations often necessary for selecting flowmeters. Calculations that used to take an hour can be performed in a matter of seconds.
Flow Meter Characteristics
| Flow meter Characteristics Comparison | |||||||
| Flowmeter Element | Recommended Service | Rangeability | Pressure Loss | Required Upstream pipe diameters | Viscosity Effect | Relative Cost | |
| Orifice | Clean, dirty liquids; some slurries | 4 to 1 | Medium | 10 to 30 | High | Low | |
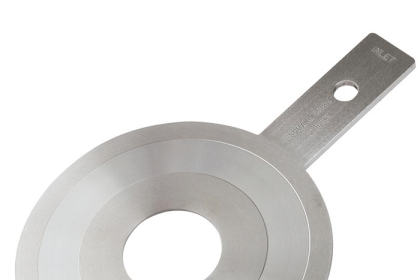
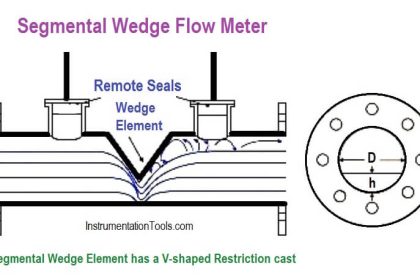
| Wedge | Slurries and Viscous liquids | 3 to 1 | Low to medium | 10 to 30 | Low | High | |
| Venturi tube | Clean, dirty and viscous liquids; some slurries | 4 to 1 | Low | 5 to 20 | High | Medium | |
| Flow nozzle | Clean and dirty liquids | 4 to 1 | Medium | 10 to 30 | High | Medium | |
| Pitot tube | Clean liquids | 3 to 1 | Very low | 20 to 30 | Low | Low | |
| Elbow meter | Clean, dirty liquids; some slurries | 3 to 1 | Very low | 30 | Low | Low | |
| Target meter | Clean, dirty viscous liquids; some slurries | 10 to 1 | Medium | 10 to 30 | Medium | Medium | |
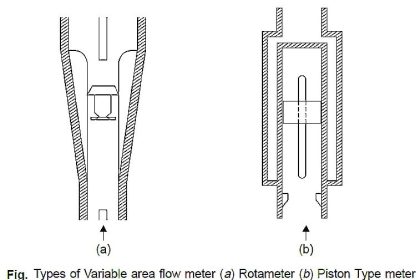
| Variable area | Clean, dirty viscous liquids | 10 to 1 | Medium | None | Medium | Low | |
| Positive Displacement | Clean, viscous liquids | 10 to 1 | High | None | High | Medium | |
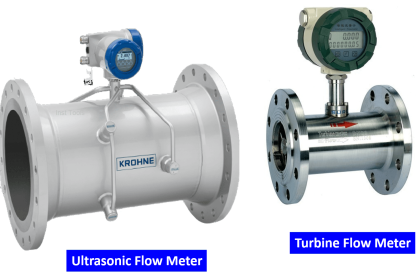
| Turbine | Clean, viscous liquids | 20 to 1 | High | 5 to 10 | High | High | |
| Vortex | Clean, dirty liquids | 10 to 1 | Medium | 10 to 20 | Medium | High | |
| Electromagnetic | Clean, dirty, viscous conductive liquids and slurries | 40 to 1 | None | 5 | None | High | |
| Ultrasonic(Doppler) | Dirty, viscous liquids and slurries | 10 to 1 | None | 5 to 30 | None | High | |
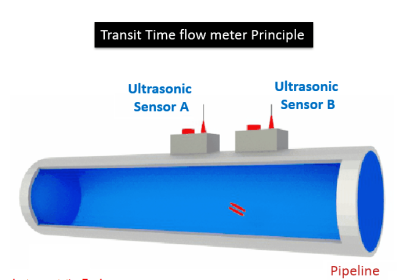
| Ultrasonic (Time-of-travel) | Clean, viscous liquids | 20 to 1 | None | 5 to 30 | None | High | |
| Mass (Coriolis) | Clean, dirty viscous liquids; some slurries | 10 to 1 | Low | None | None | High | |
| Mass (Thermal) | Clean, dirty, viscous liquids; some slurries | 10 to 1 | Low | None | None | High | |
| Weir (V-notch) | Clean, dirty liquids | 100 to 1 | Very low | None | Very Low | Medium | |
| Flume (Parshall) | Clean, dirty liquids | 50 to 1 | Very low | None | Very low | Medium | |
Do You know each Flow meter Accuracy (min & max limits) ? Share via comments
Cost Considerations
There are a wide range of prices for flowmeters. Rotameters are usually the least expensive, with some small-sized units available for less than $100. Mass flowmeters cost the most. Prices start at about $3500. However, total system costs must always be considered when selecting flowmeters.
For example, an orifice plate may cost only about $50. But the transmitter may add an additional $500 or $600, and sensing line fabrication and installation may cost even more.
Installation, operation, and maintenance costs are important economic factors too. Servicing can be expensive on some of the more complicated designs.
As with many other products, a plant engineer generally gets what he pays for when he purchases a flowmeter. But the satisfaction that he receives with the product will depend on the care that he uses in selecting and installing the instrument.
And that gets back to knowing the process, the products, and the flow-metering requirements. “Overbuying” is not uncommon. Plant engineers should not buy a flowmeter more capable or complicated than they need.
Working with Flow meters
Although suppliers are always ready to provide flowmeter installation service, estimates are that approximately 75 percent of the users install their own equipment. But installation mistakes are made. One of the most common is not allowing sufficient upstream and downstream straight-run piping for the flowmeter.
Every design has a certain amount of tolerance to nonstable velocity conditions in the pipe, but all units require proper piping configurations to operate efficiently. Proper piping provides a normal flow pattern for the device.
Without it, accuracy and performance are adversely affected. Flowmeters are also installed backwards on occasion (especially true with orifice plates). Pressure-sensing lines may be reversed too.
With electrical components, intrinsic safety is an important consideration in hazardous areas. Most flowmeter suppliers offer intrinsically safe designs for such uses.
Stray magnetic fields exist in most industrial plants. Power lines, relays, solenoids, transformers, motors, and generators all contribute their share of interference. Users must ensure themselves that the flowmeter they have selected is immune to such interference.
Problems occur primarily with the electronic components in secondary elements, which must be protected. Strict adherence to the manufacturer’s recommended installation practices will usually prevent such problems.
Calibration
All flowmeters require an initial calibration. Most of the time, the instrument is calibrated by the manufacturer for the specified service conditions. However, if qualified personnel are available in the plant, the user can perform his own calibrations.
The need to recalibrate depends to a great extent on how well the meter fits the application. Some liquids passing through flowmeters tend to be abrasive, erosive, or corrosive. In time, portions of the device will deteriorate sufficiently to affect performance. Some designs are more susceptible to damage than others.
For example, wear of individual turbine blades will cause performance changes. If the application is critical, flow meter accuracy should be checked at frequent intervals. In other cases, re-calibration may not be necessary for years because the application is noncritical, or nothing will change the meter’s performance.
Some flow meters require special equipment for calibration. Most manufacturers will provide such service in their plant or in the user’s facility, where they will bring the equipment for on-site calibration.
Maintenance
A number of factors influence maintenance requirements and the life expectancy of flowmeters. The major factor, of course, is matching the right instrument to the particular application. Poorly selected devices invariably will cause problems at an early date. Flowmeters with no moving parts usually will require less attention than units with moving parts. But all flowmeters eventually require some kind of maintenance.
Primary elements in differential pressure flowmeters require extensive piping, valves, and fittings when they are connected to their secondary elements, so maintenance may be a recurring effort in such installations. Impulse lines can plug or corrode and have to be cleaned or replaced. And, improper location of the secondary element can result in measurement errors. Relocating the element can be expensive.
Flowmeters with moving parts require periodic internal inspection, especially if the liquid being metered is dirty or viscous. Installing filters ahead of such units will help minimize fouling and wear.
Obstructionless instruments, such as ultrasonic or electromagnetic meters, may develop problems with their secondary element’s electronic components. Pressure sensors associated with secondary elements should be periodically removed and inspected.
Applications where coatings may occur are also potential problems for obstruction less instruments such as magnetic or ultrasonic units. If the coating is insulating, the operation of magnetic flowmeters will ultimately be impaired if the electrodes are insulated from the liquid. This condition will be prevented by periodic cleaning. With ultrasonic flowmeters, refraction angles may change and the sonic energy absorbed by the coating will cause the meter to become inoperative.
Source: maxiflo
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Classification of Flow Measurement
- What is a Vortex flow meter?
- Metal tube Variable Area Flow meter
- How to Select a Pressure Gauge
- Two-Liquid Manometer Principle





HI sir I am really sophisticated to see your knowledge in all aspects,you are really amazing sir keep rocking with useful messages for us in the field of instrumentation…hearts off you sir…
sir can you post detailed troubleshhoting,configuration for coriolis meter?