Design a PLC program to execute the elevator system in a 2-floor apartment using Allen Bradley PLC programming.
Elevator PLC Logic

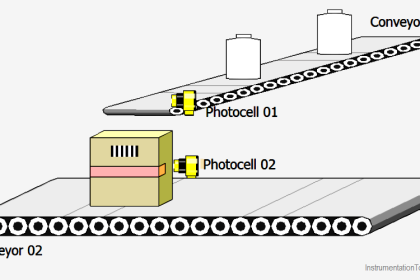
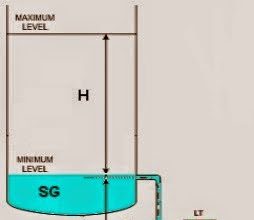
In the above picture, there are totally two floors.
There are two user panels. One is inside the lift and other is outside the lift.
Limit switches are used to locate and stop the lift at each floor.
Priority is given to the first input.
Elevator Logic Inputs and Outputs

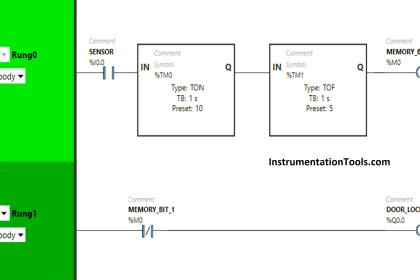
Elevator PLC Logic






Elevator Logic Description
RUNG 0000
Latching rung to operate the system through Master Start and Stop PB.
RUNG 0001
Starting the Operation using start latch, Ground floor PB is pushed to turn on latch coil to store the output of status when the ground limit switch is off.
RUNG 0002
First floor PB is pushed to turn on the latch coil to store the output of status when the First limit switch is off.
Rung 0003
Second floor PB is pushed to turn on the latch coil to store the output of status when the Second limit switch is off.
Rung 0004, 0005, 0006
In some cases,if someone pressed ground floor PB/First floor PB, the program will check where the lift is if it is in the second floor or the first floor, Down Motor will turn ON to get the lift to the respective floor.
For interlocking, normally closed switch of ground limit switch and first-floor switch is used in Rung 0006
Rung 0007, 0008, 0009
In some cases, if someone pressed the second floor PB/First-floor Pushbuttons (PB), the program will check where the lift is, if it is in the ground floor or the first floor, UP Motor will turn ON to get the lift to the respective floor.
For interlocking, normally closed switch of second-floor limit switch and first-floor switch is used in Rung 0009
RUNG 0010, 0011
To open the lift door when it reaching floor Binary bits are used to store the status of ground floor PB and ground Limit switch.
RUNG 0012, 0013
To open the lift door when it reaching the floor , Binary bits are used to store the status of First floor PB and First Limit switch.
RUNG 0014, 0015
To open the lift door when it reaching the floor , Binary bits are used to store the status of Third floor PB and third-floor Limit switch.
RUNG 0016
From the previous rungs memories, an Open door motor is turned ON with three interlocking like closed-door motor, Timer enables, UP/DOWN motor.
RUNG 0017
When the open door limit switch is turned to on, the Open motor door should stop and timer needs to turn on to give time delay of 5s to close door motor.
RUNG 0018
When timer done turned on, close door motor should ON until closed limit switch is turned ON.
RUNG 0019
If no PB is turned on after getting into lift takes 10secs delay to open lift door again. If any PB is pressed, it will perform the respective operations.
The program runs continuously until STOP PB is pressed
Note: We can reduce the number of memories used.
Conclusion:
The above-explained elevator control using PLC is for example only. It may vary from real-time. There are many concepts to program elevator, this program is one of the types.
Author : Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:








Your Comment very good explanation
What plc software is used?
Hello,
iam trying to convert this plc program to GX developer.
what can i use for the Latch comando??
Gx developer does not use this.
I am making a lift in my house for my disabled wife.
i have all the hardware installed, and i can use some help with programming the plc.
many thanks for this example,
Rutger ten Wolthuis
Memories B3:0 / 12, B3:0 / 13, and B3:0 / 14 once activated will stay on until the program is stopped. Is that correct ? Aren’t you missing a stop condition for them ?
I tried this program and it is very helpful but I found an error. Did you forget to use the interlock and safety system on it?
It dosent prioritises correct. if button level 4 is active and then button level 1 and then button level 4 the peopel on floor 2 and 3 never gets the elevator