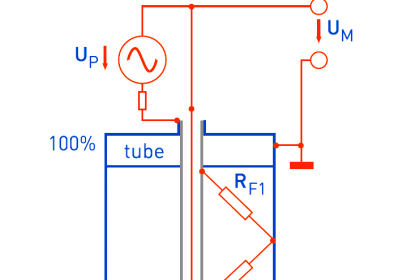
Bubbler Level Sensor has a tube with an opening below the surface of the liquid level. A fixed-rate airflow passes through the tube and out of the opening. Pressure in the tube is proportional to the depth (and density) of the liquid over the outlet of the tube.
Bubbler Level Sensor

There are no moving parts associated with an air bubbler, which makes them less maintenance-intensive than most other level measurement methods. The only part of the sensor that contacts the liquid is a bubble tube that would be specified at the design stage to be chemically compatible with the material whose level is to be measured.
This method of level measurement is favorable in hazardous areas because there are no electrical components in direct contact with the liquid. The pump or compressor used in providing the stable air supply can be located a distance away in a non-hazardous classified area.
Air bubbler systems are a good choice for open tanks at atmospheric pressure; they can be built so that high-pressure air is routed through a bypass valve to dislodge solids that may clog the bubble tube. The technique is inherently ‘self-cleaning’. It is highly recommended for liquid level measurement applications where ultrasonic, float or microwave techniques have proved undependable.

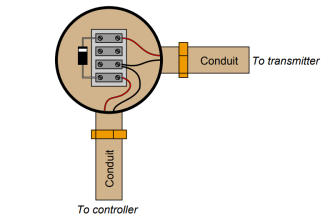
Figure: Simple diagram to demonstrate an air bubbler level measurement system
Air bubbler systems are used in the fuel storage industry, albeit in small numbers, but are being phased out in favour of the servo gauges and radar systems. This is partly due to the specialist requirements for the maintenance of these air bubbler systems. It is also partly due to the measurement accuracy being in the order of ±10 mm. Therefore, air bubblers are not considered to be as accurate as servo or radar gauges.
Although named ‘air bubblers’ these systems are not limited to just utilizing air. In fact, for gasoline and in-scope substance liquid measurement it is commonplace to use nitrogen instead of air. This is the preferred gas because, amongst other reasons, once it has bubbled through the flammable stored liquid it settles above the surface, providing a nitrogen blanket. This is important if the tank is open-topped because it will help prevent flammable vapor from escaping.
Advantages and Disadvantages
Air bubblers have a number of moving parts that require maintenance. These parts include the valves that isolate the gas supply to the tank for bubbling. In addition to the maintenance of the physical valve, there are a number of electro-mechanical parts of the system which require maintenance, for example, actuators to control the opening and closing of the valves or compressors.
An advantage of the bubbler system, from a maintenance point of view, is that the work required is not at the tank side, therefore reducing the exposure time of the maintenance worker to the gasoline stored in the tanks.
There are a number of known issues with bubbler systems. Operational problems can be encountered if a loss or reduction in bubbler pressure occurs. This may result in either reduced accuracy in level measurement or even total loss in measurement. From a legacy perspective, the availability of replacement parts for this type of system is becoming an issue because systems are going out of production with ‘last time buy’ component stocks depleting.
Read Next:
- Air Purge Level Sensor
- Hydrostatic Tank Gauging
- DP Transmitter Above Tapping Point
- Boiler Drum Level Transmitter
- Dip Tape Level Measurement