One of the oldest and simplest methods of level measurement is called the air bubbler, air purge, or dip tube.
With the supply air blocked, as can be seen in the diagram above, the water level in the tube will be equal to that in the tank.
When the air pressure from the regulator is increased until the water in the tube is displaced by air, the air pressure on the tube is equal to the hydrostatic head of the liquid in the tube.
The pressure set in the regulator must overcome the liquid head and bubble up through the measured liquid. This will be indicated by a continuous flow, which is evidence by the formation of bubbles rising to the level of the liquid in the tank.
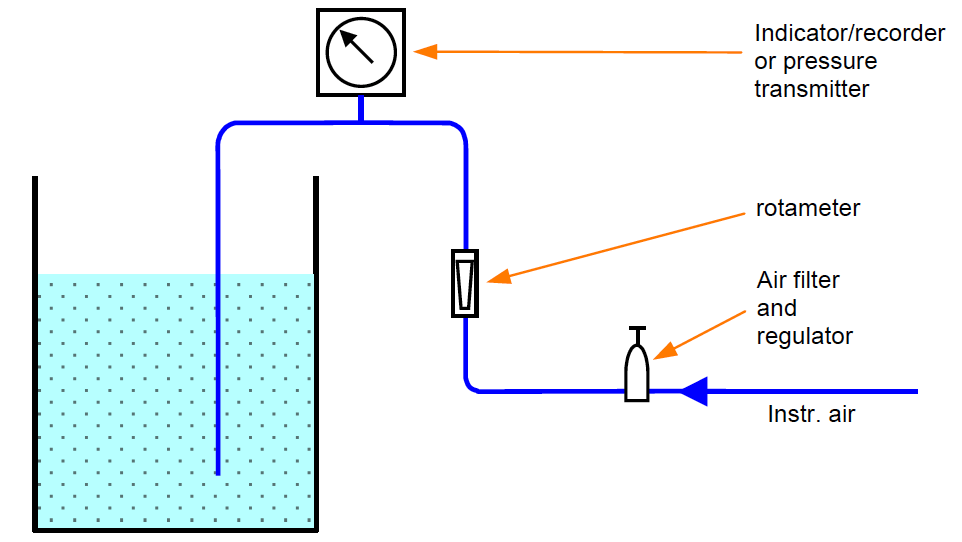
As it may not be convenient to visually inspect the tank for the presence of the bubbles, an air flow indicator will usually be installed in the air line running into the tank.
A rotameter is generally used for this purpose. The importance of maintaining a flow through the tube lies in the fact that the liquid in the tube must be displaced by air and the back pressure on the air line provides the measurement, which is related to level.
The level or static head is measured by an indicator or a DP cells. Readout may be local or remote.
For the closed tank application, the following bubbler system can be used. Two dips are installed with the shorter one dipped for “maximum” level of liquid to be measured, and a longer dip has its tip at “minimum” level.
Instrument air is supplied to the system (normally adjusted to 4 bar) at both dips. A DP cell transmitter is placed to sense and measure the level, and produce a proportional 4-20mA signal according to the level.
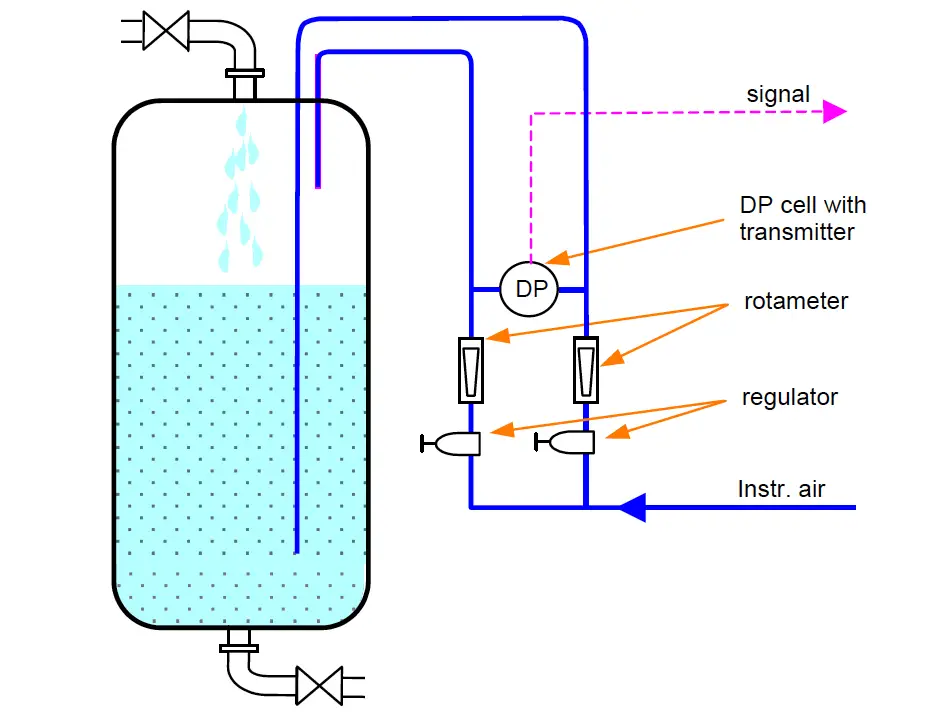
Zero adjustment is initially set-up when the tank or drum is empty, i.e. no differential pressure present.
The “maximum” level is set either by filling the tank/drum with process liquid, or by calculation (if the density of the liquid is known).
An important advantage of the bubbler system is the fact that the measuring instrument can be mounted at any location and elevation with respect to the tank.
This application is advantageous for level measuring applications where it would be inconvenient to mount the measuring instrument at the zero reference level. An example of this situation is level measurement in underground tanks and water wells.
Air and nitrogen are the most commonly used gases for bubbler installations. Liquid may be used if there is reason not to use gas. If process material has a tendency to plug the dip tube, a bypass maybe installed around the flow regulator to blow out the line periodically.
Bubbler systems are used rather infrequently now. One drawback is that it is undesirable in many process to introduce air, nitrogen or other purge material to the process. They do provide economical installation, however, particularly for local readout on clean services.
The accuracy of the bubbler system is about as good as the differential device used for readout. Its accuracy is independent on the constancy of the density of the material whose level is measured.
Source : N. Asyiddin




Any one explain about bubbler open and close tank calculation ?
And also the pressure setting?