This article discusses the PLC program to control the Railway Crossing system automatically. This Railway Crossing Gate system is used to ensure the safety of road users when trains pass. The railway crossing gate system will automatically close the crossing gate and activate the alarm when an oncoming train is detected. After the train passes the crossing, the crossing gate will Open again and the alarm will be turned Off.
Automatic Railway Crossing Gate
This system has 2 sequences, When the train comes and when the train has Passed :
Sequence-1: WHEN THE TRAIN COMES
When the SENS_TRAIN_COME (0.02) sensor detects a train coming, the moving Crossing Gate closes and the warning alarm will be ON.
The Crossing Gate Stops closing when the SENS_GATE_DOWN (0.03) sensor is Active.
Sequence-2: WHEN THE TRAIN HAS PASSED
The SENS_TRAIN_LEFT (0.04) sensor will be Active when it detects that a train has passed a train crossing.
5 seconds after the SENS_TRAIN_LEFT (0.04) sensor is Active, the Crossing Gate will OPEN.
The Crossing Gate opening system is made with a 5-second delay to ensure the train has passed the Crossing Gate.
The crossing gate will Stop opening when the SENS_GATE_UP (0.05) sensor is Active.
The OUT_ALARM (100.02) alarm will be OFF when the Crossing Gate Stops moving OPEN.
Addressing
| Comment | Input (I) | Output (Q) | Memory Bits | Timer |
| START_SYSTEM | 0.00 | |||
| STOP_SYSTEM | 0.01 | |||
| SENS_TRAIN_COME | 0.02 | |||
| SENS_GATE_DOWN | 0.03 | |||
| SENS_TRAIN_LEFT | 0.04 | |||
| SENS_GATE_UP | 0.05 | |||
| OUT_GATE_DOWN | 100.00 | |||
| OUT_GATE_UP | 100.01 | |||
| OUT_ALARM | 100.02 | |||
| SYSTEM_ON | W0.00 | |||
| IR_GATE_DOWN | W0.01 | |||
| IR_GATE_UP | W0.02 | |||
| IR_ALARM | W0.03 | |||
| TIMER_1 | T0000 |
PLC Program
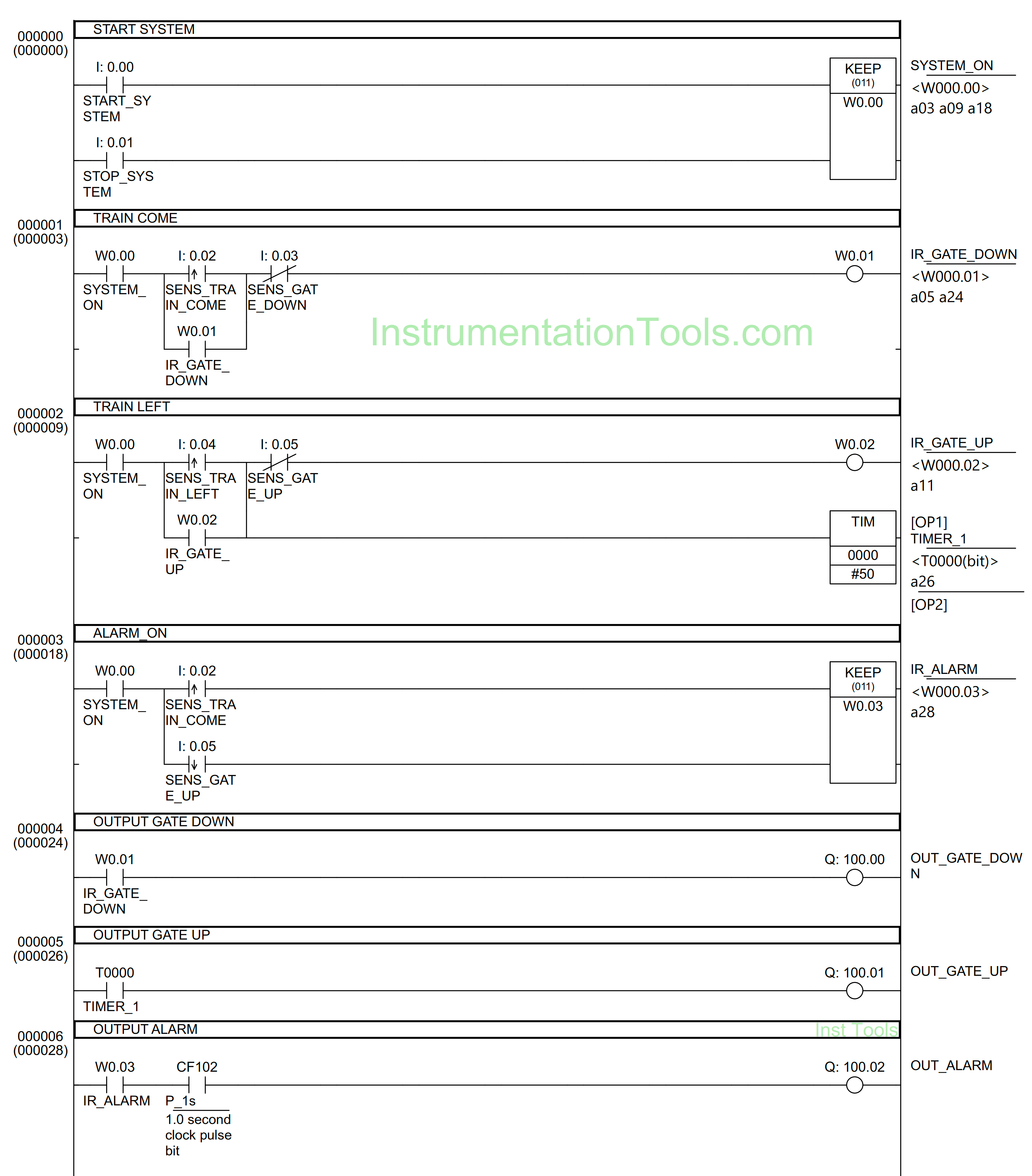
RUNG 0 (START SYSTEM)
In this Rung, when the START_SYSTEM (0.00) button is pressed, the memory bit SYSTEM_ON (W0.00) will be in the HIGH state. Because the KEEP(011) instruction is used, the memory bit SYSTEM_ON (W0.00) remains in the HIGH state even though the START_SYSTEM (0.00) button has been Released.
The memory bit SYSTEM_ON (W0.00) will become a LOW state if the STOP_SYSTEM (0.01) button is Pressed.
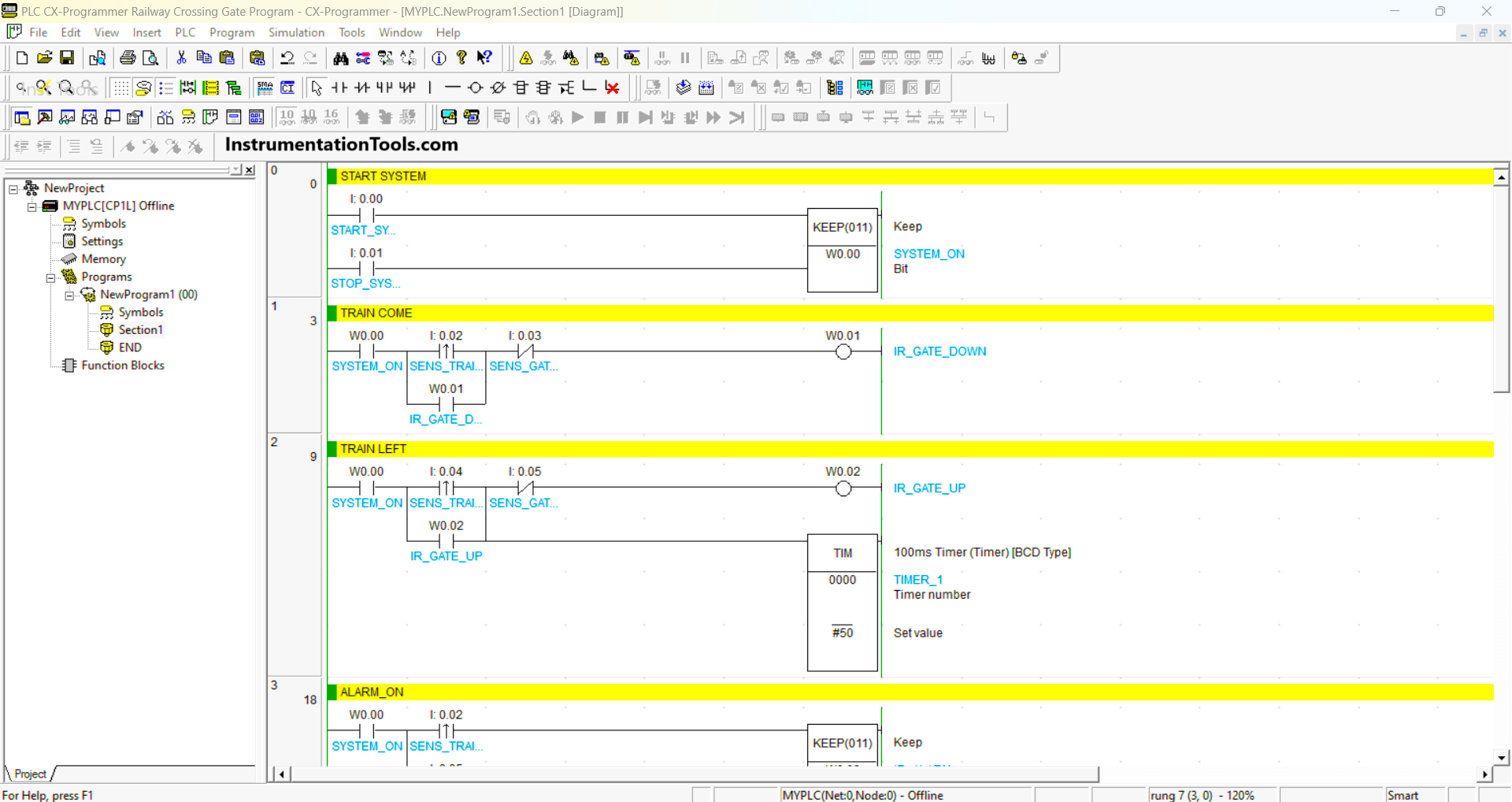
RUNG 1 (TRAIN COME)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and the SENS_TRAIN_COME (0.02) sensor in the HIGH state, then the memory bit IR_GATE_DOWN (W0.01) will be in the HIGH state.
Because it uses Latching, the memory bit IR_GATE_DOWN (W0.01) will remain in the HIGH state even though the SENS_TRAIN_COME (0.02) sensor is in the LOW state.
The memory bit IR_GATE_DOWN (W0.01) will be in the LOW state if the NC contact of the SENS_GATE_DOWN (0.03) sensor is in the HIGH state.
RUNG 2 (TRAIN LEFT)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and the SENS_TRAIN_LEFT (0.04) sensor in the HIGH state, then the memory bit IR_GATE_UP (W0.02) will be in the HIGH state and the TIMER_1 (T0000) timer Starts counting up to 5 seconds.
Because it uses Latching, the memory bit IR_GATE_UP (W0.02) will remain in the HIGH state even though the SENS_TRAIN_LEFT (0.04) sensor is in the LOW state.
The memory bit IR_GATE_UP (W0.02) will be in a LOW state if the NC contact of the SENS_GATE_UP (0.05) sensor is in the HIGH state.
RUNG 3 (ALARM ON)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and the SENS_TRAIN_COME (0.02) sensor in the HIGH state, then the memory bit IR_ALARM (W0.03) will be in the HIGH state. Because it uses the KEEP(011) instruction, the memory bit IR_ALARM (W0.03) remains in the HIGH state even though the SENS_TRAIN_COME (0.02) sensor is in the LOW state.
When the SENS_GATE_UP (0.05) sensor is in the HIGH state, the memory bit IR_ALARM (W0.03) will be in the LOW state.
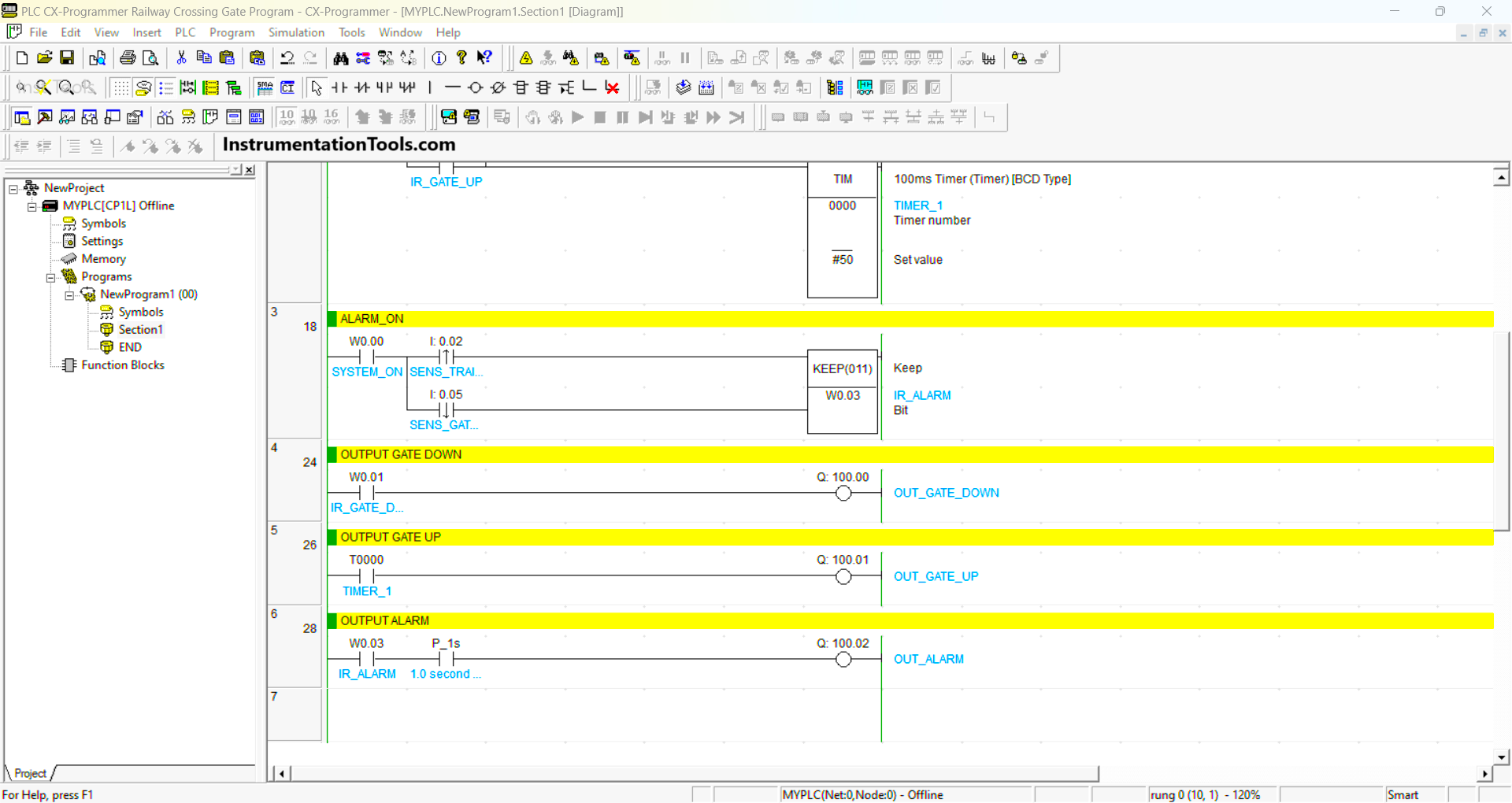
RUNG 4 (OUTPUT GATE DOWN)
In this Rung, when the NO contact of memory bit IR_GATE_DOWN (W0.01) is in the HIGH state, the output OUT_GATE_DOWN (100.00) will be ON.
RUNG 5 (OUTPUT GATE UP)
In this Rung, when the NO contact of timer TIMER_1 (T0000) is in the HIGH state, the output OUT_GATE_UP (100.01) will be ON.
RUNG 6 (ALARM OUTPUT)
In this Rung, when the NO contact of memory bit IR_ALARM (W0.03) is in the HIGH state, the output OUT_ALARM (100.02) will be ON.
the output OUT_ALARM (100.02) output will be ON blinking with an interval of 1 second, because of the NO contact of P_1s (1.0-second clock pulse bit).
Read Next:
- PLC Program for Mailbox with Counting
- Dosing Pump PLC Programming Logic
- Schneider Electric PLC Timer Problems
- PLC Programming 3 Motors with Priority
- PLC Crane Movement Control Program