In thermal power plants, we use lot of coal for power generation. The coal has high amount of ash content, so these power plants generate lots of ash content. so we need a high efficiency system for handling the ash.
The role of ash handling system plays a crucial role to maintain the environmental norms and following industry standards.
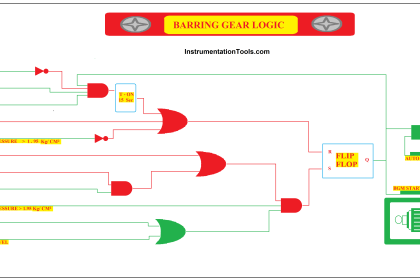
The main interlocks in the ash handling system in thermal power plants are as follows.
- Instrument air pressure not low
- Conveying pressure not low
- Silo level not high
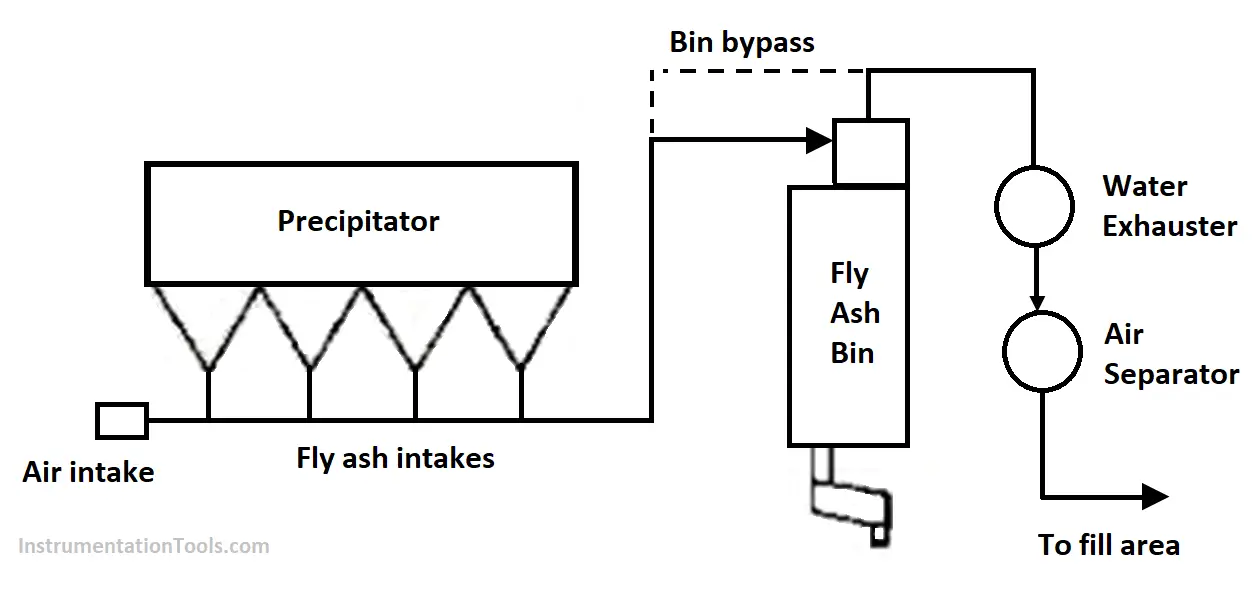
Ash Handling System
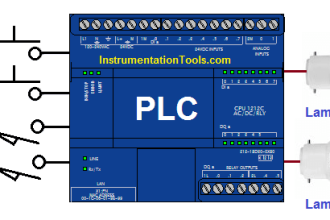
Ash handling system consists of a control panel that contains the following parts.
- Seal Pressure Switch
- Vessel Pressure Switch
- Conveying Back Pressure Switch
- Dome Cylinder Solenoid Valve
- Conveying Air Solenoid Valve
- Level Switches
- Push-button, Indication lamp, Selector switch
Seal Pressure Switch
This is used to continuously monitor the seal pressure if it goes beyond the set point indication and its signal connected to the PLC.
If this signal appears on the PLC, then the operator checks the system where the seal may get damaged or cylinder link issue, pneumatic hose damage, or any other problems in the system.
Vessel Pressure Switch
If the vessel line has any blockade then the vessel pressure switch will be activated. Then continue purging goes ON still the blockage not cleared.
In this case, the operator has to open the line and clear the block.
Conveying Back Pressure Switch
Conveying back pressure switch is used to OFF the system when continue conveying goes ON for some time.
Dome Cylinder Solenoid Valve
The solenoid valve is used for the open and close operation of the dome cylinder. So that ash goes to silo
Conveying Air Solenoid Valve
After deposit, the ash in the vessel conveying air moves the ash to the silo when conveying air solenoid open.
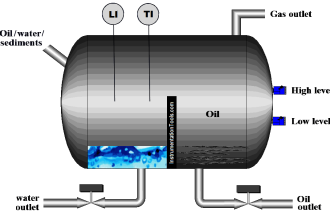
Level switches
RF Admittance type and ultrasonic type level switch can be used for ash level identification.
The high-level switch is used for instrument interlock used for probe mode and timer mode.
High-high level switch also used for electrical trip.

Push-button, Indication lamp, Selector switch
Local start stop available.
Conveying air push button.
Indicator lamp is used to provide a simple LED display i.e. on or off status.
Modes of Operation
Ash handling system can run in two modes
- Timer mode
- Probe mode
Timer mode Principle
In PLC or DCS, the time setting of each ash handling system depends on ash collection.
Initially, the system starts, the purging will go automatically for clearing the lines initially. If the line has a choke vessel pressure high indication then it will come in PLC or DCS then purging will goes on continuously to clear the choke.
Then the seal open command comes to the solenoid valve after that dome seal opens using a pneumatic cylinder.
Ash will be deposit in the vessel for a particular time. After the dome seal closed conveying air solenoid gets energized. The coveying air will flow and takes the ash to the silo where ash deposits.
Again, the timing of the ash handling system will change when the high-level switch activated.
Probe Mode Principle
In this mode, the system will run continuously when the high-level switch activated. The system running will be stopped after the level normalized.
Author: Sivachidambaram





Well explained sir.