On-off valves as well as control valves serve as a final control element in plants. Valves serve the very important purpose of controlling flow, pressure, temperature, level, and other parameters. Valves are used along with many other accessories like SOV, positioner, feedback assembly, air volume booster, volume tank, trip valve, and air lock relay.
Let us see one incident related to the failure of an on-off valve which resulted in a huge financial loss to the company. If the minor modifications had been done during the commissioning phase, then this huge financial loss could have been saved.
Plant Shutdown Analysis

One on-off valve of a plant to send the final product to the downstream plants suddenly closed. When this on-off valve closes, downstream plants get affected, and if it remains closed for 15-20 minutes then downstream plants also slow slowdown.
One day this on-off valve suddenly got closed without any intervention of the panel engineer. The panel engineer checked all interlocks also, but all were healthy and the system did not give the command to close the on-off valve. There was some malfunction in the system which caused the on-off valve to close.
When the valve closes, there is the option to establish flow from the bypass line. Unfortunately, on that day the operator could not open the bypass line valve as it was in jammed condition, and the flow through the bypass line could not be established.
Valve Closed and SOV Coil Failure
When the on-off valve closed, the panel engineer opened the graphics and saw all the parameters. All the parameters were ok. Then the panel engineer checked the interlocks. All the interlocks were healthy and no command to close the on-off valve was issued by the system. Command to the on-off valve was also an open command as seen from the graphics. So, the panel engineer asked the Instrument engineer to check the issue.
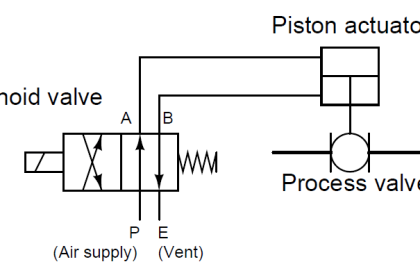
The instrument engineer went to the field and did basic troubleshooting. Instrument Engineer found that the on-off valve was in closed condition. So, the Instrument checked the instrument air supply in the AFR’s PG. The instrument air pressure was ok. No air was going out of SOV. Hence the instrument engineer checked the SOV’s healthiness.
After checking the SOV’s healthiness, the Instrument Engineer concluded that the SOV had become faulty as the coil resistance was in megaohms. The coil became open. By this time, 15 minutes had already passed and all the downstream plants initiated a slowdown leading to huge financial loss.
The Instrument engineer replaced the SOV and then the process was again started. The whole unit became normal after 48 hours.
Is there any solution to plant tripping in this kind of issue?
Yes, definitely there is a solution to every problem. This problem also has a solution. In fact, it has multiple solutions:
- The SOV did not have any manual override option. If the manual override option was there, then the Instrument engineer would have directly opened the SOV through the manual override option.
- The on-off valve did not have any handwheel. If the on-off valve had a handwheel, then the operator could have opened the on-off valve by handwheel and saved this incident.
As an Engineer what can we do to avoid such situations?
- Identify all the critical valves in the plant and check whether their SOV has a manual override option or not. Try installing SOV with a manual override option.
- Similarly, all the critical valves should have a handwheel for operating the valve in case of an actuator passing issue or in case of failure of instrument air.
- A procedure for checking the bypass line’s valves should be developed.
- If the valves are highly critical then there should be 2 lines in parallel with 2 individual valves.
Read Next:
- Plant Trip Due to Incorrect Tag
- Motor Operated Valve Problems
- Compressor Trip on Pressure Low
- Panel Electronic Cards Failure
- DP Level Transmitter Plant Shutdown