A PLC ladder program using Siemens TIA portal to implement an automatic car wash process with programmable logic controllers.
When a car is driven onto the conveyor, a sensor must detect the car to start the washing process automatically through the stages of washing, brushing, rinsing, and drying.
The conveyor motor runs at a set constant speed throughout the process.
Car Wash using Siemens TIA Portal
The List of Input and Outputs are mentioned in the below table.
| Address | Description | IO Type |
|---|---|---|
| I0.0 | Start | Input |
| I0.1 | Stop | Input |
| I0.2 | Car Entry Sensor | Input |
| I0.3 | Car Washing Stage Sensor | Input |
| I0.4 | Car Rinsing Stage Sensor | Input |
| I0.5 | Car Drying stage Sensor | Input |
| I0.6 | Car Exit Sensor | Input |
| M0.0 – M0.4 | Memory Bits | Memory |
| Q0.0 | Conveyor Motor | Output |
| Q0.1 – Q0.2 | Washer/Brush | Output |
| Q0.3 – Q0.4 | Rinse | Output |
| Q1.0 – Q1.1 | Dryer | Output |
| Q1.3 | Washing in Progress Light | Output |
| Q1.4 | Washing Complete Light | Output |
Car Wash PLC Logic Explanation
The car wash PLC program is explained step by step with the ladder logic below.
Network 1: Washing ON and OFF
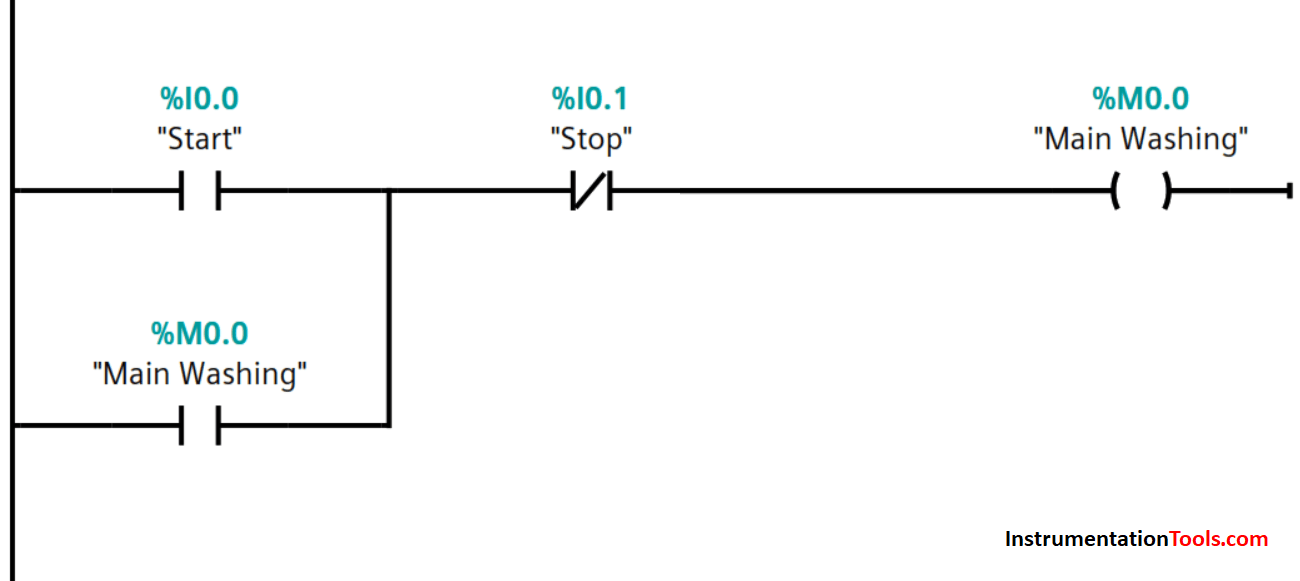
The main control for the start and stop of the car washing process.
Memory bit, M0.0 is set on and off by I0.0 and I0.1 inputs respectively.
Network 2: Conveyor Start Delay
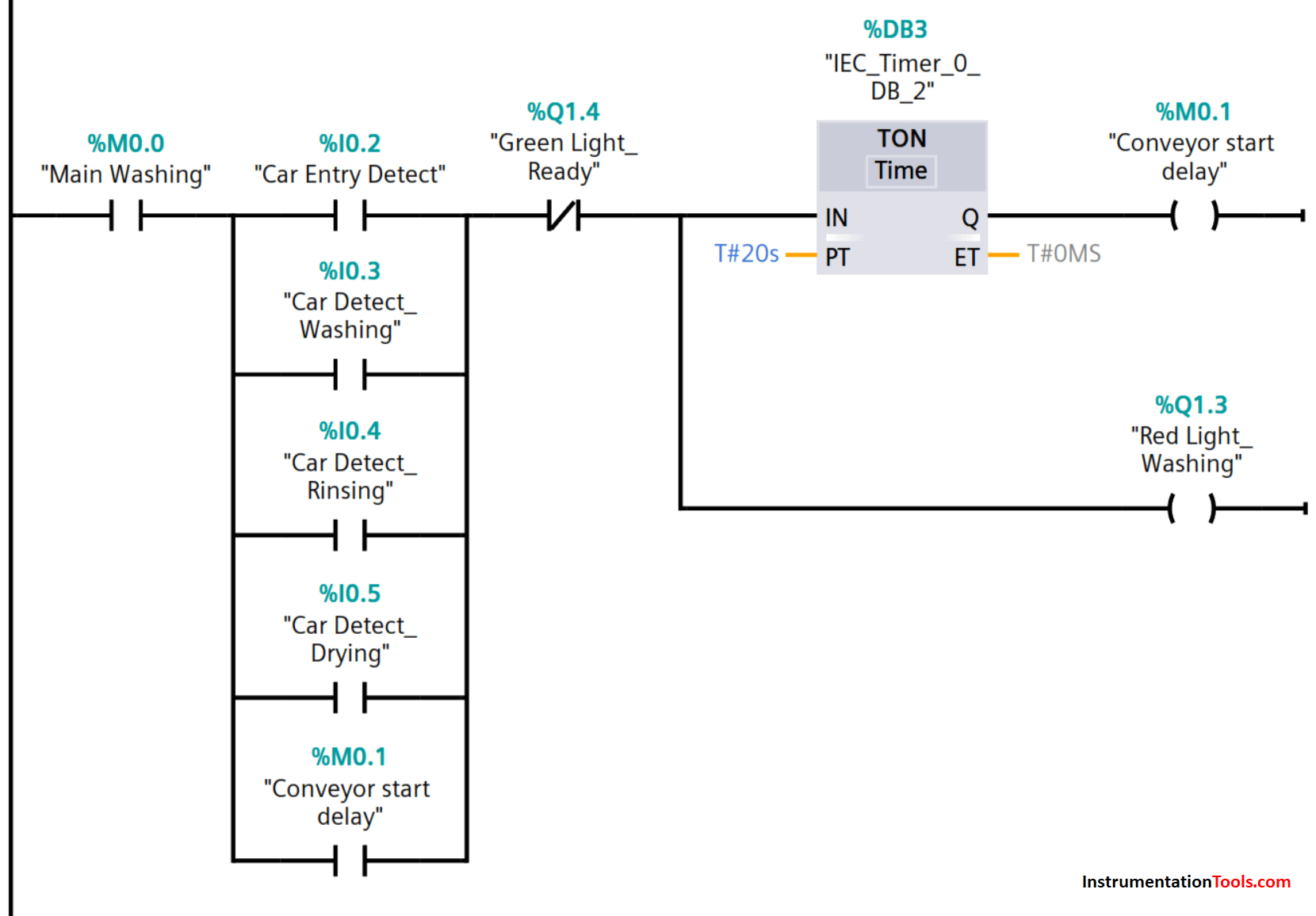
Once a car is driven onto the conveyor, the sensor detects the presence of a car and sets the on-delay timer for the start of the conveyor motor.
Red light also lit up simultaneously to signal washing in progress. At which time, the driver could exit the car before washing begin.
Network 3: Conveyor Motor
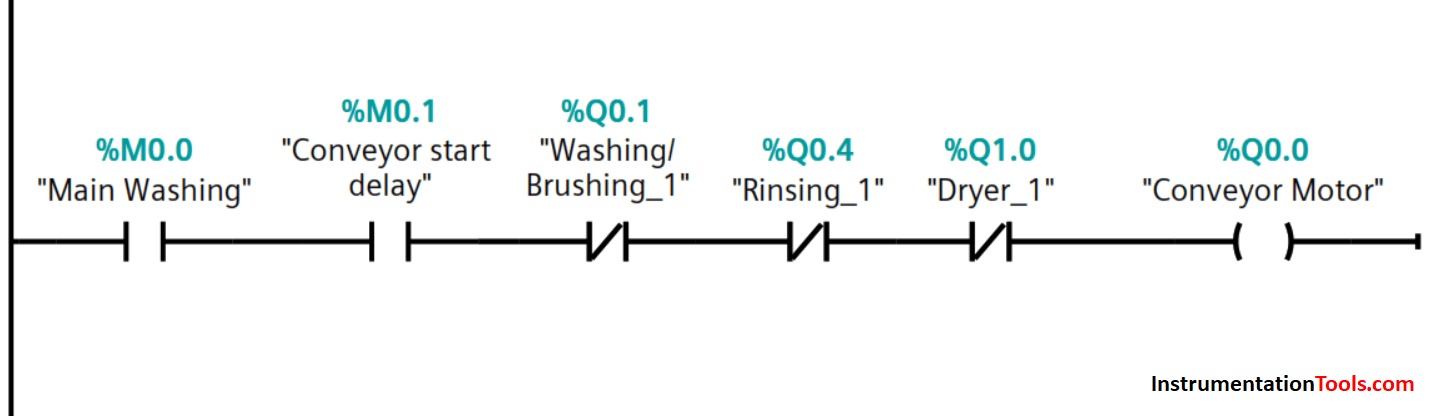
After the elapsed time, the conveyor motor is turned on and moves the car to the washing and brushing stage, and the car entry detection sensor deactivates.
The conveyor is interlocked to stop at washing, rinsing, and drying stages.
Network 4: Car Washing and Brushing
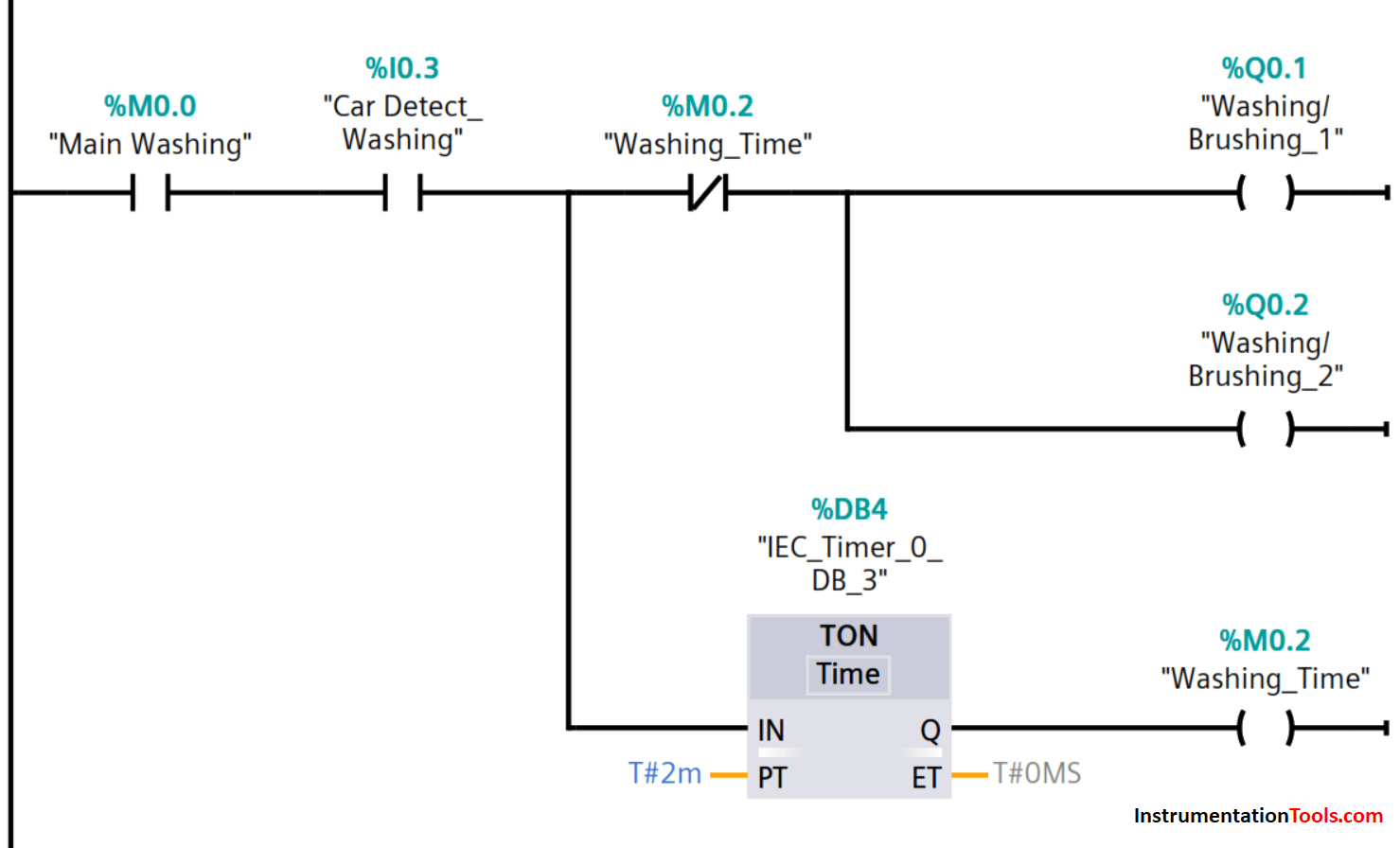
Washing and brushing begin on detection of the car by sensor assigned to input I0.3.
The timing of the washing and brushing stage also begins and lasts for 2 minutes.
After the set time has elapsed, washing and brushing are stopped by M0.2 and the conveyor then moves the car to the rinsing stage.
The washing/brushing stage car detection sensor is deactivated.
Network 5: Car Rinsing Logic
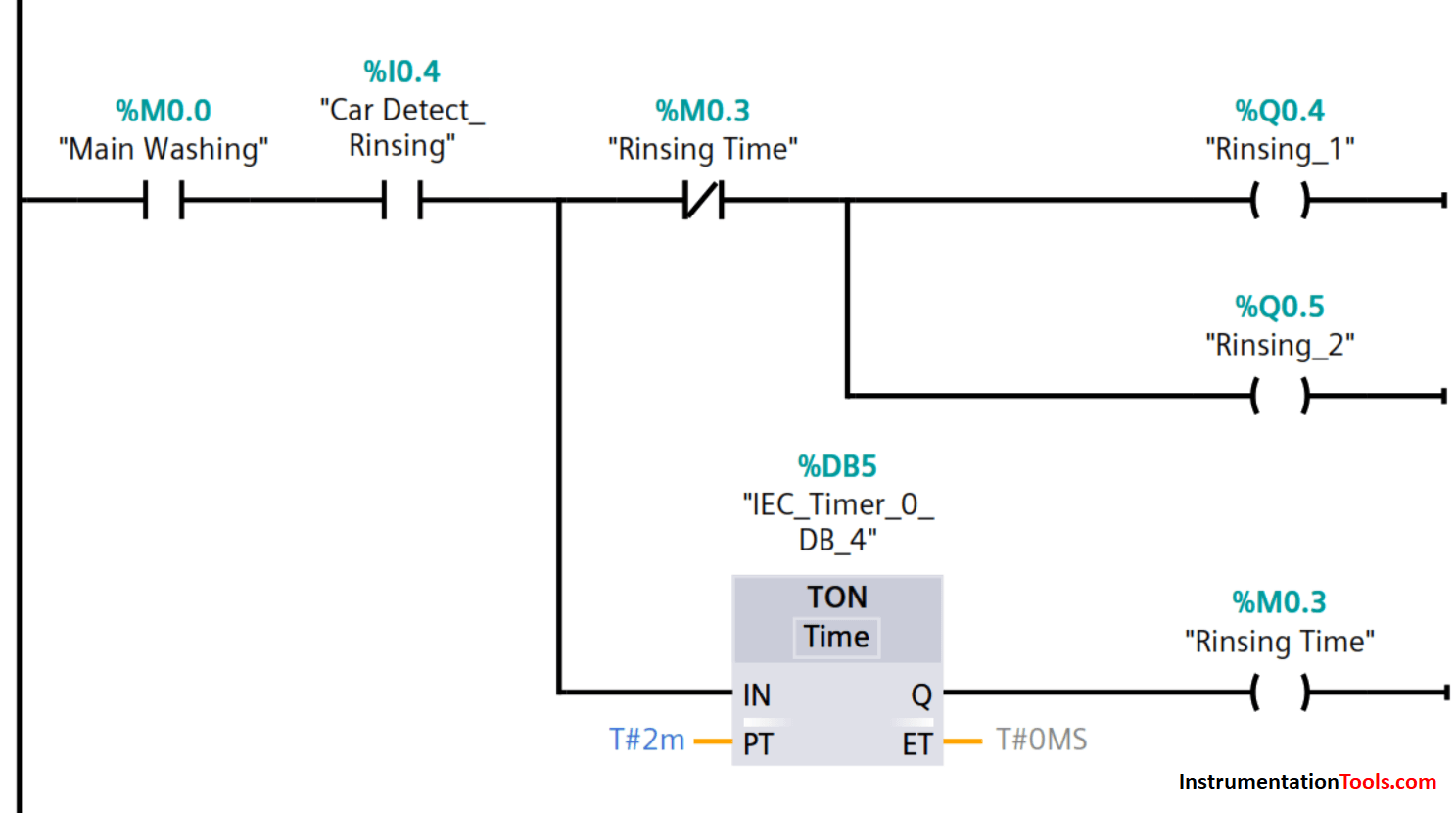
Rinsing begins on detection of the car by sensor assigned to input I0.4.
The timing of the rinsing stage begins and lasts for 2 minutes.
After the set time has elapsed, memory bit M0.3 stops the rinsing and the conveyor moves the car to the drying stage.
The rinsing stage car detection sensor is deactivated.
Network 6: Car Drying Logic
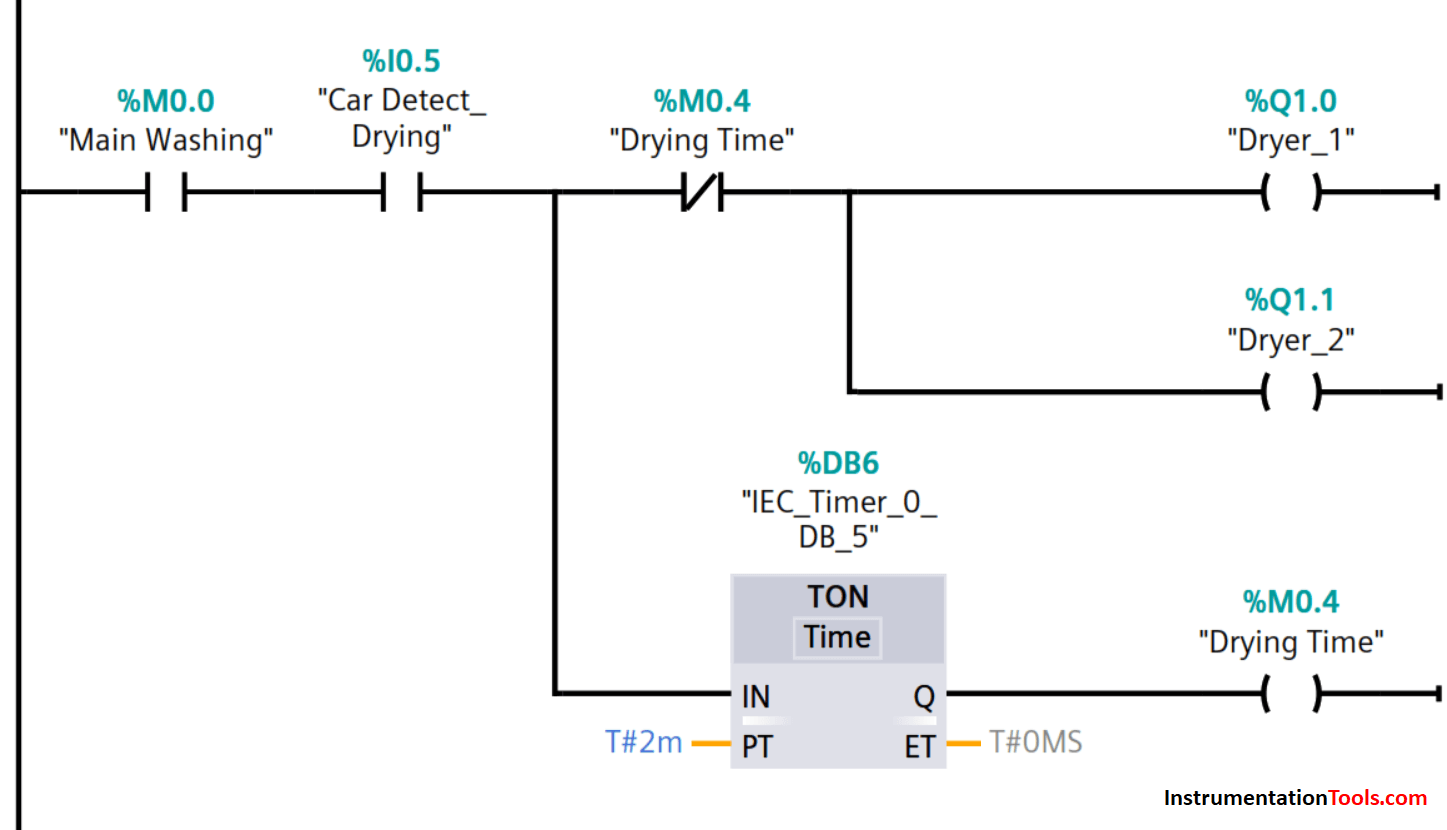
Drying begins on detection of the car by sensor assigned to input I0.5.
The timing of the drying stage also begins and lasts for 2 minutes.
After the set time has elapsed, drying is deactivated by M0.4 and the conveyor moves the car to the exit.
The rinsing stage car detection sensor is deactivated.
Network 7: Car Washing Complete
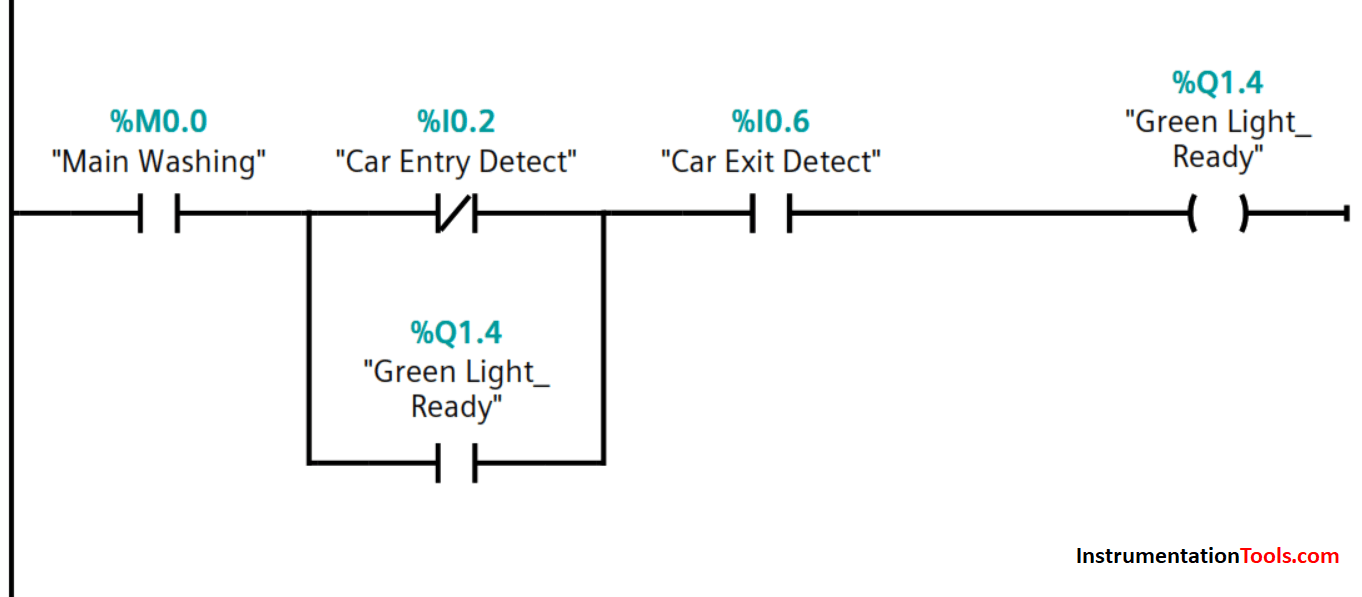
At the exit point, the exit detection sensor is activated and a green light lit up signaling the completion of the car washing process. The conveyor motor stops and the red light goes off.
The car can be driven off and the exit sensor deactivates to make the system ready for the next washing process.
Another car can be driven onto the conveyor and once the entry detection sensor activates, the green light goes off and the red light turns on.
The washing process will then start automatically until the stop button is pressed to halt the whole process.
In case, the process is stopped or interrupted by the operation of the stop button, I0.1, or loss of power, the program will continue from the very stage it was interrupted after restarting.
This is a simplified program. A typical program will incorporate additional inputs and outputs control such as directional control valves, pneumatic cylinders for washing/brushing and rinsing the car tyres, roof, rear, and front parts.
Author: Kweku A. Hagan, TMIET
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Learn PLC in Hindi
- PLC Interlock Logic
- PLC Simulator using Excel
- SCADA and HMI Systems
- Yokogawa DCS Architecture






Excellent! Thanks for sharing.
Excellent do more artiçals
Thank you
Great site for self-study. Thank you.