In previous articles, we talked about the importance of safety in industrial processes and we mentioned some common examples of safety control circuits like emergency push buttons and safety door interlock switches.
In this article, we will show how to code another very common safety function with a safety PLC, which is the two-hand press safety control circuit.
Contents:
In order to provide a high level of safety for a worker of a cutting machine a two-hand press safety control circuit is used to ensure the worker’s hands are out of danger while the machine is running.
The operator of the machine must press the two pushbuttons with both hands for the machine to start running, and it will only keep running as long as he is pressing the push buttons, any time he releases one or both hands, the machine will stop immediately.
As per safety standards, you need two separate push buttons installed at distance from each other, this distance is also determined in the standards.
You also need an enabling signal to be true for the Two Hand Press function to work, this enable signal can be a safety signal like an emergency condition or a safety door, or it can also be a normal signal like the presence of a piece to be worked on, or it can be a combination of both.
If pushbutton1 and pushbutton2 are activated within a permitted time called the discrepancy time. _DISCTIME ≤ 500 ms according to standards_ the output signal will be set to 1 when existing ENABLE = 1.
If the time difference between the activation of pushbutton1 and pushbutton2 is greater than DISCTIME, the machine will not start and the push buttons must be released and reactivated again within the DISCTIME for the machine to run.
The machine will stop immediately as soon as one of the pushbuttons is released or the enable signal is no longer available, ENABLE = 0. Enable signal Q can be reset to 1 only if the other pushbutton has been released, and if both pushbuttons are then reactivated within the discrepancy time when existing ENABLE = 1. See the following animation.
Here we are using the Siemens TIA portal for the PLC configuration.
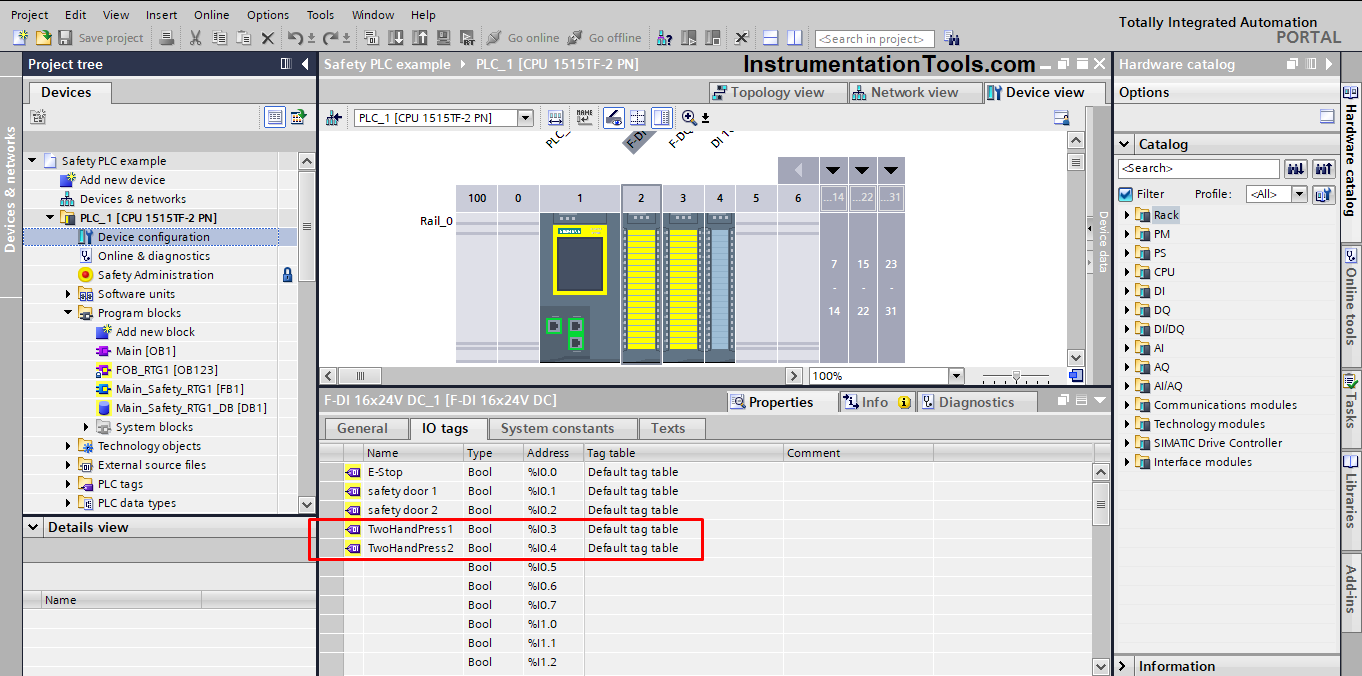
First, define your input tags for the two-hand press function; we will have TwoHandPress1 and TwoHandPress2 as tags for our push buttons. See picture 1.
Depending on the type of push buttons, we will choose the hardware configuration.
We will assume the push buttons are dual channels, so we will use channels 3,11 for TwoHandPress1 and 4, 12 for TwoHandPress2, we will also set the evaluation as 1oo2 for redundancy, see the next picture.
Now, define a new normal tag in the standard input module for the Presence of the piece to be worked on, we will be called it Piece Presence, see picture 3.
Now, add TWO_H_EN safety instruction, and make it a multi-instance DB, so it would be stored inside the safety function data block and not in a separate data block. See picture 4.
Next, add your inputs, define a new static output TwoHandPress_Output and also set the DISCTIME as you like, the max is 500ms as per standards. We will set it as 500ms. See picture 5.
Add the TwoHandPress_Output to your motor control, see picture 6.
As you can see from the picture, the motor will not start unless there is no emergency active and the safety door is closed and unless the TwoHandPress_Output is set to true, which will not happen unless the two push buttons are pressed at the same or within 500ms.
If only one button is pressed, there will be no output, see picture 7.
If both hands were pressed, but in a time range greater than DISCTIME, also there will be no output. See picture 8.
Now, we will press the two hands at the same time. We still notice that even when the two hands were pressed within the DISCTIME, we still have no output, because ENABLE signal is still false because still no piece presence.
You can see from picture 6 that the ENABLE will only be true if there is no emergency active and the safety door is closed and the piece to be worked on is present inside the machine at its required place. See picture 9.
Now, when the piece is in place, and the two hands are pressed within the allowed time, the motor will start working. See picture 10.
At any time if one hand was released, the motor will immediately stop. See picture 11.
Download the Two Hand Press TIA Portal Logic and the Safety PLC example code.
Two-hand press is one of the most commonly used safety functions, using a safety PLC made coding and implementation of its functionality fairly easy due to the pre-defined TWO-H-EN instruction, using the safety PLC ensures that all used safety functions are employing all safety standards recommendations.
Unlike the ESTOP and SFDOOR, the TWO-H-EN safety function doesn’t require acknowledgment of the safety condition.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
In this example, we will learn batch mixing with PLC ladder logic program using timer…
This PLC example on manufacturing line assembly is an intermediate-level PLC program prepared for the…
In this article, you will learn the PLC programming example with pushbutton and motor control…
This article teaches how to convert Boolean logic to PLC programming ladder logic with the…
In this article, you will learn the PLC programming example on timers function block using…
Design a program for PLC pump control such that the pump must be turned ON…










