Instrumentation engineering root cause analysis of thermowell weld leaks.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Instrumentation |
| Equipment Type: | Instruments |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of two or three decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
Thermowell Weld Leaks
One or more weld leaky thermowells (TW) are needed during opportune shutdown repairs. The repaired thermowells and few more welds leaked. Thus, the perennial TW weld leaks were a crying need.
Author Root Cause Analysis
The Root Cause Analyzing author found that many other more critical jobs loaded workshop let a less skilled welder and fitter team rush repair the leaky thermowells’ welds; hence, the perpetual leaky TWs!
The author figured replacing leaky thermowells (TWs) with spare high-quality welded TWs and competent crew repairing the removed leaky TWs would end the perennial TW repairs.
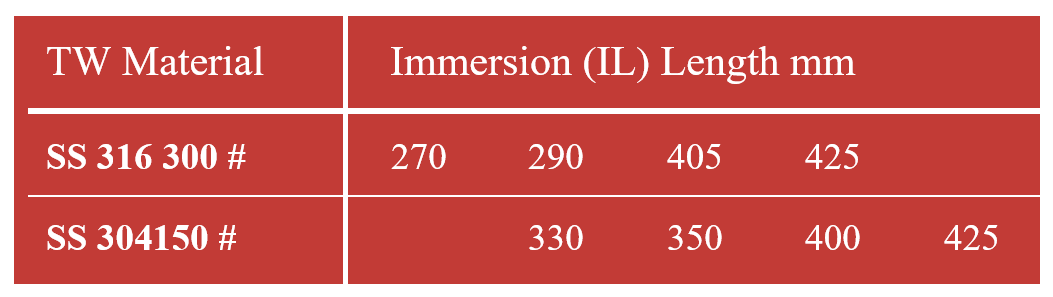
The table above lists the flange rating, material, and IL of the TWs in use. The many varieties discouraged holding spares. Fortunately, an idea flashed: the author: SS-316 serves in place of SS-304 but not vice versa;
In addition, the raised face dia of both 1½ 300# and 150 # flanges are equal 73 mm. 2 each IL 270 and 400 mm shank welded to 10 mm thick disc one side and even CS socket the other – the author named these disc thermowells (DTW) – are adequate spares.
Thus, holding just 4 Nos. of DTWs is adequate. Highly competent shop welder-mechanic team made these confirming to good engineering practice and standards shutdown pressures free.
Thermowell Leaks Vanished Eventually
The instrument crew put a suitable length DTW in place of a failed flanged thermowell (TW) and bolted to the process flange with a top placed CS flange as the process does not wet the CS flange during a plant shutdown (SD).
The shop repaired the removed Flanged TW after the SD according to good engineering practices and standards taking the required time SD pressures free.
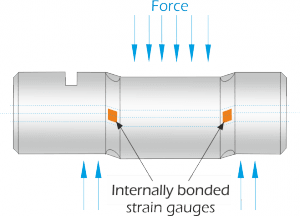
In addition, the author got velocity collars welded to long shanks (below figure) to minimize shank vibrations amplitude to prevent weld cracks.
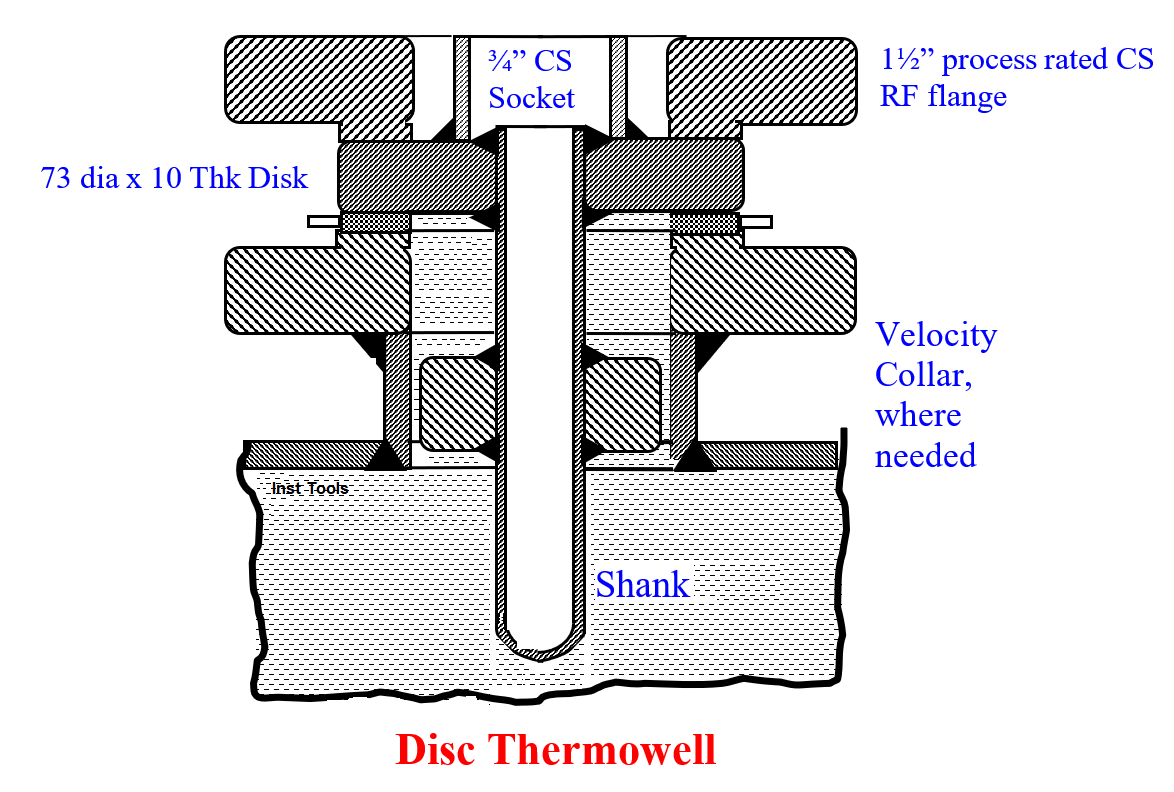
Velocity collars are 50 mm long SS 316 bushes of OD = Nozzle Bore dia – 1 mm) and ID = (shank dia +1mm). These minimize the process stream caused shank flutter amplitudes and thus the weld cracks risks.
Thanks to rotable spare DTWs enabled sound repairs and velocity collars where required, gone are the poor-quality shutdown rush TW repairs. Eventually, all leaky TWs ended well-repaired and never leaking.
Thus; leaky TW problems vanished forever economically and easily. So did the associated housekeeping efforts, environmental pollution problems, and expenses.
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Target Flow Transmitters Failed
- Multistage Flash Drums Readings
- Rotameter Caused Pipe Weld Cracks
- Level Instruments Stopped Working
- Differential Pressure Transmitter Problem